
- 23
- May
자동 반축 유도 가열로의 경화는 어떻게 작동합니까?
자동 하프 샤프트의 경화는 어떻게됩니까? 유도 가열로 일하세요?
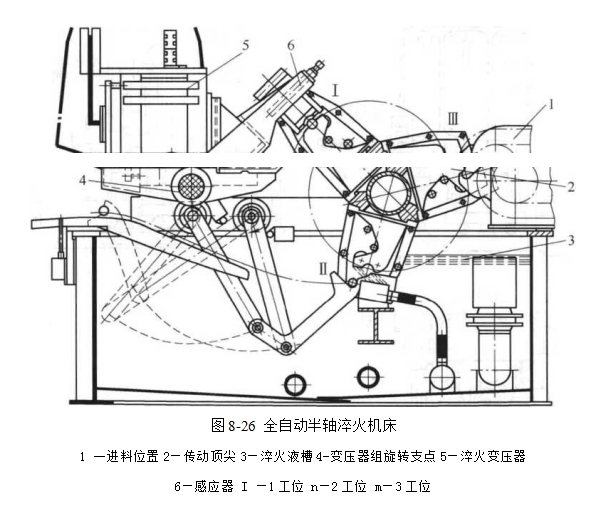 전자동 반축 유도 가열로는 담금질을 위해 직사각형 튜브 인덕터를 사용하며 와전류는 샤프트 축을 따라 공작물의 표면을 통해 흐릅니다. 샤프트는 담금질 후 직선이므로 더 이상 직선화할 필요가 없습니다. 그림 8-26은 생산성이 300개/h인 전자동 하프 샤프트 퀜칭 머신 베드를 보여줍니다. 유도 가열로는 담금질을 위한 세 가지 위치가 있습니다: 공급, 가열, 냉각 및 언로딩. 그림 8-26에서 자동 공급 장치가 절반 샤프트를 공급 위치 1로 보내는 것을 볼 수 있습니다. 절반 샤프트가 전송 센터 2에 들어갈 때 전체 프로세스 시간 동안 수정 롤러에 의해 구속됩니다. 트랜스미션 센터(2)는 공급 위치에서 클램핑되고 언로딩 위치에서 해제됩니다. 기계에는 사이클당 120개의 분할이 있습니다. , 모든 동작이 캠 및 커넥팅 로드와 결합됩니다. 인덕터는 담금질 변압기에 장착됩니다. 이 구성 요소는 인덕터를 높이거나 낮추기 위해 지점을 통해 회전합니다. 스테이션 1에서 1번 반축의 가열 프로세스가 끝나면 센서가 자동으로 들어 올려지고 공작 기계가 인덱싱 작업을 수행합니다. 1번 반축은 급랭을 위해 스테이션 2에 들어가고 인덕터 6은 스테이션 1, 2의 가열 위치로 즉시 떨어집니다. , 2초 미만; 이때, 가열된 1번 반축은 2번 스테이션으로 옮겨져 액체 스프레이 퀜칭은 수중에서, 1번 스테이션은 가열 2번으로 진행된다. 3번 반축과 3번 반축은 적재를 위해 2 스테이션에 진입합니다. 1번 반축이 가열되기 전에 중심이 느슨해져서 2번 반축이 1번 스테이션의 컨베이어 벨트로 이동하고 컨베이어 벨트가 XNUMX번 반축을 자동으로 이송합니다. 템퍼링 용광로에.
전자동 반축 유도 가열로는 담금질을 위해 직사각형 튜브 인덕터를 사용하며 와전류는 샤프트 축을 따라 공작물의 표면을 통해 흐릅니다. 샤프트는 담금질 후 직선이므로 더 이상 직선화할 필요가 없습니다. 그림 8-26은 생산성이 300개/h인 전자동 하프 샤프트 퀜칭 머신 베드를 보여줍니다. 유도 가열로는 담금질을 위한 세 가지 위치가 있습니다: 공급, 가열, 냉각 및 언로딩. 그림 8-26에서 자동 공급 장치가 절반 샤프트를 공급 위치 1로 보내는 것을 볼 수 있습니다. 절반 샤프트가 전송 센터 2에 들어갈 때 전체 프로세스 시간 동안 수정 롤러에 의해 구속됩니다. 트랜스미션 센터(2)는 공급 위치에서 클램핑되고 언로딩 위치에서 해제됩니다. 기계에는 사이클당 120개의 분할이 있습니다. , 모든 동작이 캠 및 커넥팅 로드와 결합됩니다. 인덕터는 담금질 변압기에 장착됩니다. 이 구성 요소는 인덕터를 높이거나 낮추기 위해 지점을 통해 회전합니다. 스테이션 1에서 1번 반축의 가열 프로세스가 끝나면 센서가 자동으로 들어 올려지고 공작 기계가 인덱싱 작업을 수행합니다. 1번 반축은 급랭을 위해 스테이션 2에 들어가고 인덕터 6은 스테이션 1, 2의 가열 위치로 즉시 떨어집니다. , 2초 미만; 이때, 가열된 1번 반축은 2번 스테이션으로 옮겨져 액체 스프레이 퀜칭은 수중에서, 1번 스테이션은 가열 2번으로 진행된다. 3번 반축과 3번 반축은 적재를 위해 2 스테이션에 진입합니다. 1번 반축이 가열되기 전에 중심이 느슨해져서 2번 반축이 1번 스테이션의 컨베이어 벨트로 이동하고 컨베이어 벨트가 XNUMX번 반축을 자동으로 이송합니다. 템퍼링 용광로에.