
- 23
- May
Paano gumagana ang hardening ng awtomatikong half-shaft induction heating furnace?
Paano gumagana ang hardening ng awtomatikong kalahating baras pugon sa pag-init ng induction gumagana?
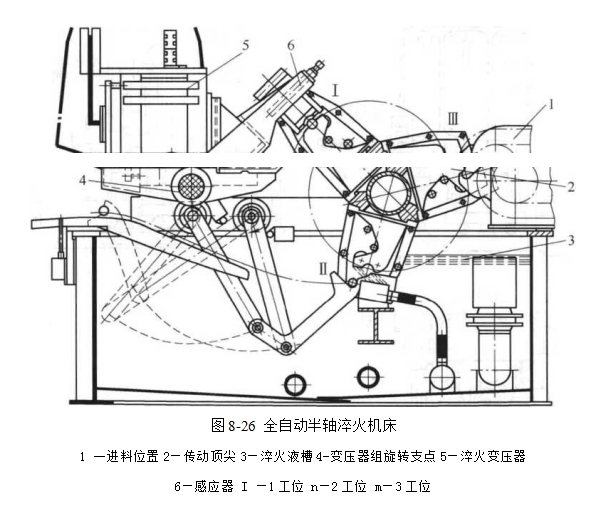 Ang full-automatic na half-shaft induction heating furnace ay gumagamit ng rectangular tube inductor para sa pagsusubo, at ang eddy current ay dumadaloy sa ibabaw ng workpiece kasama ang axis ng shaft. Ang baras ay tuwid pagkatapos ng pagsusubo, kaya hindi na ito kailangang ituwid. Ipinapakita ng Figure 8-26 ang isang ganap na awtomatikong half-shaft quenching machine bed na may produktibidad na 300 piraso/h. Ang induction heating furnace ay may tatlong posisyon para sa pagsusubo: pagpapakain, pagpainit, paglamig at pagbabawas. Makikita mula sa Figure 8-26 na ang isang awtomatikong feeding device ay nagpapadala ng kalahating baras sa posisyon ng pagpapakain 1. Kapag ang kalahating baras ay pumasok sa transmission center 2, ito ay pinipigilan ng correction roller sa buong oras ng proseso. Ang transmission center 2 ay naka-clamp sa feeding position at pinakawalan sa unloading position. Ang makina ay may 120 dibisyon bawat cycle. , Lahat ng aksyon ay pinagsama sa mga cam at connecting rod. Ang inductor ay naka-mount sa quenching transpormer. Ang bahaging ito ay umiikot sa isang fulcrum upang itaas o ibaba ang inductor. Kapag ang proseso ng pag-init ng No. 1 semi-axis sa istasyon 1 ay nagtatapos, ang sensor ay awtomatikong tumataas, at ang tool ng makina ay nagsasagawa ng pagkilos ng pag-index; Ang No. 1 semi-axis ay pumapasok sa istasyon 2 para sa pagsusubo, at pagkatapos ay ang inductor 6 ay agad na bumaba sa posisyon ng pag-init sa istasyon 1, 2 Nagsisimula ang proseso ng pag-init ng No. kalahating baras, at ang pagkilos ng pag-index ng tool ng makina ay napakabilis. , mas mababa sa 2s; sa oras na ito, ang pinainit na No. 1 kalahating baras ay inilipat sa 2 istasyon, at ang likidong spray quenching ay isinasagawa sa ilalim ng tubig, habang ang 1 istasyon ay nagpainit 2. Ang No. kalahating baras at No. 3 kalahating baras ay pagpasok sa 3 istasyon para sa paglo-load; bago painitin ang kalahating baras ng No. 2, ang kalahating baras ng No. 1 ay inilipat sa conveyor belt sa 2 istasyon dahil sa pagluwag ng gitna, at ililipat ng conveyor belt ang No. 1 Ang kalahating baras ay awtomatikong ipinadala sa tempering furnace.
Ang full-automatic na half-shaft induction heating furnace ay gumagamit ng rectangular tube inductor para sa pagsusubo, at ang eddy current ay dumadaloy sa ibabaw ng workpiece kasama ang axis ng shaft. Ang baras ay tuwid pagkatapos ng pagsusubo, kaya hindi na ito kailangang ituwid. Ipinapakita ng Figure 8-26 ang isang ganap na awtomatikong half-shaft quenching machine bed na may produktibidad na 300 piraso/h. Ang induction heating furnace ay may tatlong posisyon para sa pagsusubo: pagpapakain, pagpainit, paglamig at pagbabawas. Makikita mula sa Figure 8-26 na ang isang awtomatikong feeding device ay nagpapadala ng kalahating baras sa posisyon ng pagpapakain 1. Kapag ang kalahating baras ay pumasok sa transmission center 2, ito ay pinipigilan ng correction roller sa buong oras ng proseso. Ang transmission center 2 ay naka-clamp sa feeding position at pinakawalan sa unloading position. Ang makina ay may 120 dibisyon bawat cycle. , Lahat ng aksyon ay pinagsama sa mga cam at connecting rod. Ang inductor ay naka-mount sa quenching transpormer. Ang bahaging ito ay umiikot sa isang fulcrum upang itaas o ibaba ang inductor. Kapag ang proseso ng pag-init ng No. 1 semi-axis sa istasyon 1 ay nagtatapos, ang sensor ay awtomatikong tumataas, at ang tool ng makina ay nagsasagawa ng pagkilos ng pag-index; Ang No. 1 semi-axis ay pumapasok sa istasyon 2 para sa pagsusubo, at pagkatapos ay ang inductor 6 ay agad na bumaba sa posisyon ng pag-init sa istasyon 1, 2 Nagsisimula ang proseso ng pag-init ng No. kalahating baras, at ang pagkilos ng pag-index ng tool ng makina ay napakabilis. , mas mababa sa 2s; sa oras na ito, ang pinainit na No. 1 kalahating baras ay inilipat sa 2 istasyon, at ang likidong spray quenching ay isinasagawa sa ilalim ng tubig, habang ang 1 istasyon ay nagpainit 2. Ang No. kalahating baras at No. 3 kalahating baras ay pagpasok sa 3 istasyon para sa paglo-load; bago painitin ang kalahating baras ng No. 2, ang kalahating baras ng No. 1 ay inilipat sa conveyor belt sa 2 istasyon dahil sa pagluwag ng gitna, at ililipat ng conveyor belt ang No. 1 Ang kalahating baras ay awtomatikong ipinadala sa tempering furnace.