
- 23
- May
How does the hardening of the automatic half-shaft induction heating furnace work?
How does the hardening of the automatic half-shaft induction heating furnace work?
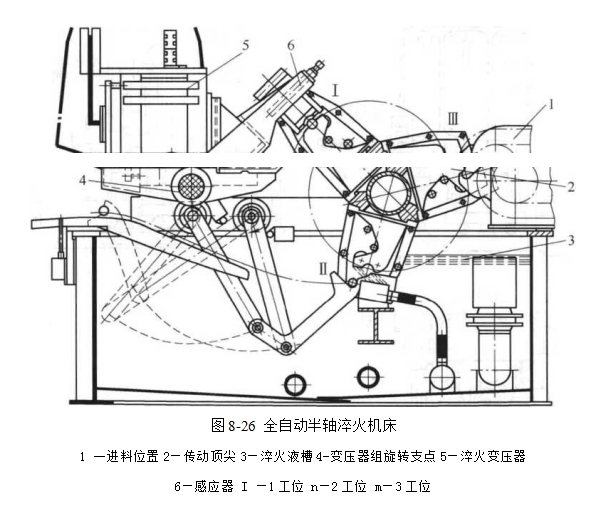 The full-automatic half-shaft induction heating furnace uses a rectangular tube inductor for quenching, and the eddy current flows through the surface of the workpiece along the axis of the shaft. The shaft is straight after quenching, so it no longer needs to be straightened. Figure 8-26 shows a fully automatic half-shaft quenching machine bed with a productivity of 300 pieces/h. The induction heating furnace has three positions for quenching: feeding, heating, cooling and unloading. It can be seen from Figure 8-26 that an automatic feeding device sends the half shaft to the feeding position 1. When the half shaft enters the transmission center 2, it is restrained by the correction roller during the whole process time. The transmission center 2 is clamped at the feeding position and released at the unloading position. The machine has 120 divisions per cycle. , All actions are combined with cams and connecting rods. The inductor is mounted on the quenching transformer. This component rotates through a fulcrum to raise or lower the inductor. When the heating process of No. 1 semi-axis at station 1 ends, the sensor automatically lifts, and the machine tool performs indexing action; No. 1 semi-axis enters station 2 for quenching, and then the inductor 6 immediately drops to the heating position at station 1, 2 The heating process of the No. half shaft begins, and the indexing action of the machine tool is extremely fast, less than 2s; at this time, the heated No. 1 half shaft has been transferred to the 2 station, and the liquid spray quenching is carried out under water, while the 1 station is heating 2. The No. half shaft and No. 3 half shaft are entering the 3 station for loading; before the No. 2 half shaft is heated, the No. 1 half shaft is moved to the conveyor belt at the 2 station due to the loosening of the center, and the conveyor belt will move the No. 1 The half shaft is automatically sent to the tempering furnace.
The full-automatic half-shaft induction heating furnace uses a rectangular tube inductor for quenching, and the eddy current flows through the surface of the workpiece along the axis of the shaft. The shaft is straight after quenching, so it no longer needs to be straightened. Figure 8-26 shows a fully automatic half-shaft quenching machine bed with a productivity of 300 pieces/h. The induction heating furnace has three positions for quenching: feeding, heating, cooling and unloading. It can be seen from Figure 8-26 that an automatic feeding device sends the half shaft to the feeding position 1. When the half shaft enters the transmission center 2, it is restrained by the correction roller during the whole process time. The transmission center 2 is clamped at the feeding position and released at the unloading position. The machine has 120 divisions per cycle. , All actions are combined with cams and connecting rods. The inductor is mounted on the quenching transformer. This component rotates through a fulcrum to raise or lower the inductor. When the heating process of No. 1 semi-axis at station 1 ends, the sensor automatically lifts, and the machine tool performs indexing action; No. 1 semi-axis enters station 2 for quenching, and then the inductor 6 immediately drops to the heating position at station 1, 2 The heating process of the No. half shaft begins, and the indexing action of the machine tool is extremely fast, less than 2s; at this time, the heated No. 1 half shaft has been transferred to the 2 station, and the liquid spray quenching is carried out under water, while the 1 station is heating 2. The No. half shaft and No. 3 half shaft are entering the 3 station for loading; before the No. 2 half shaft is heated, the No. 1 half shaft is moved to the conveyor belt at the 2 station due to the loosening of the center, and the conveyor belt will move the No. 1 The half shaft is automatically sent to the tempering furnace.