
- 23
- May
การชุบแข็งของเตาให้ความร้อนแบบเหนี่ยวนำครึ่งเพลาอัตโนมัติทำงานอย่างไร
การชุบแข็งของ half-shaft อัตโนมัติเป็นอย่างไร? เตาเหนี่ยวนำความร้อน ทำงานอย่างไร
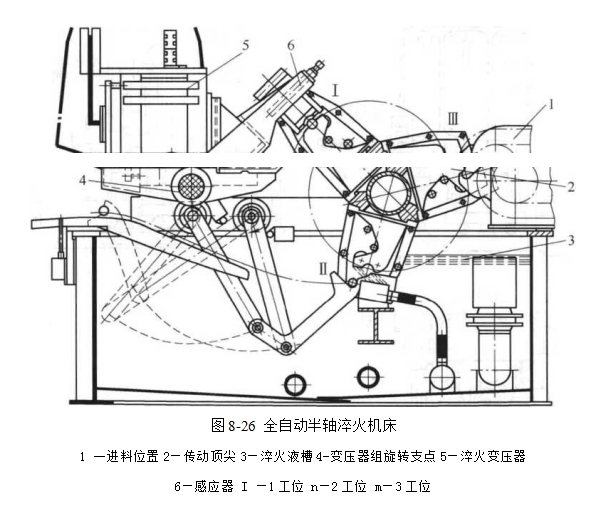 เตาให้ความร้อนแบบเหนี่ยวนำครึ่งเพลาอัตโนมัติเต็มรูปแบบใช้ตัวเหนี่ยวนำท่อสี่เหลี่ยมสำหรับการดับ และกระแสน้ำวนไหลผ่านพื้นผิวของชิ้นงานไปตามแกนของเพลา เพลาจะตรงหลังจากการดับ จึงไม่ต้องยืดให้ตรงอีกต่อไป รูปที่ 8-26 แสดงเตียงเครื่องดับครึ่งเพลาอัตโนมัติเต็มรูปแบบ โดยให้ผลผลิต 300 ชิ้น/ชม. เตาให้ความร้อนแบบเหนี่ยวนำมีสามตำแหน่งสำหรับการดับ: ให้อาหาร ให้ความร้อน ทำความเย็น และขนถ่าย จะเห็นได้จากรูปที่ 8-26 ว่าอุปกรณ์ป้อนอัตโนมัติส่งครึ่งเพลาไปยังตำแหน่งป้อน 1 เมื่อครึ่งเพลาเข้าสู่ศูนย์เกียร์ 2 ลูกกลิ้งแก้ไขจะถูกควบคุมไว้ตลอดกระบวนการทั้งหมด ศูนย์เกียร์ 2 ถูกยึดไว้ที่ตำแหน่งป้อนและปล่อยที่ตำแหน่งขนถ่าย เครื่องมี 120 ดิวิชั่นต่อรอบ , การกระทำทั้งหมดถูกรวมเข้ากับลูกเบี้ยวและก้านสูบ ตัวเหนี่ยวนำติดตั้งอยู่บนหม้อแปลงดับ ส่วนประกอบนี้หมุนผ่านจุดหมุนเพื่อเพิ่มหรือลดตัวเหนี่ยวนำ เมื่อกระบวนการให้ความร้อนของกึ่งแกน No. 1 ที่สถานี 1 สิ้นสุดลง เซ็นเซอร์จะยกขึ้นโดยอัตโนมัติ และเครื่องมือกลจะดำเนินการสร้างดัชนี กึ่งแกนหมายเลข 1 เข้าสู่สถานี 2 เพื่อดับ และจากนั้นตัวเหนี่ยวนำ 6 ตกลงไปที่ตำแหน่งทำความร้อนที่สถานี 1, 2 ทันที กระบวนการทำความร้อนของเพลาหมายเลขครึ่งเริ่มต้น และการดำเนินการจัดทำดัชนีของเครื่องมือเครื่องนั้นเร็วมาก , น้อยกว่า 2 วินาที; ในเวลานี้ เพลาครึ่งหมายเลข 1 ที่ให้ความร้อนได้ถูกย้ายไปยัง 2 สถานีแล้ว และทำการดับสเปรย์ของเหลวใต้น้ำ ในขณะที่ 1 สถานีกำลังให้ความร้อน 2 เพลาครึ่งหมายเลขและครึ่งเพลาหมายเลข 3 คือ เข้าสู่ 3 สถานีเพื่อโหลด; ก่อนที่เพลาครึ่งหมายเลข 2 จะร้อน เพลาครึ่งหมายเลข 1 จะถูกย้ายไปยังสายพานลำเลียงที่สถานีที่ 2 เนื่องจากการคลายตัวของศูนย์กลาง และสายพานลำเลียงจะเคลื่อนหมายเลข 1 เพลาครึ่งเพลาจะถูกส่งโดยอัตโนมัติ ไปที่เตาหลอม
เตาให้ความร้อนแบบเหนี่ยวนำครึ่งเพลาอัตโนมัติเต็มรูปแบบใช้ตัวเหนี่ยวนำท่อสี่เหลี่ยมสำหรับการดับ และกระแสน้ำวนไหลผ่านพื้นผิวของชิ้นงานไปตามแกนของเพลา เพลาจะตรงหลังจากการดับ จึงไม่ต้องยืดให้ตรงอีกต่อไป รูปที่ 8-26 แสดงเตียงเครื่องดับครึ่งเพลาอัตโนมัติเต็มรูปแบบ โดยให้ผลผลิต 300 ชิ้น/ชม. เตาให้ความร้อนแบบเหนี่ยวนำมีสามตำแหน่งสำหรับการดับ: ให้อาหาร ให้ความร้อน ทำความเย็น และขนถ่าย จะเห็นได้จากรูปที่ 8-26 ว่าอุปกรณ์ป้อนอัตโนมัติส่งครึ่งเพลาไปยังตำแหน่งป้อน 1 เมื่อครึ่งเพลาเข้าสู่ศูนย์เกียร์ 2 ลูกกลิ้งแก้ไขจะถูกควบคุมไว้ตลอดกระบวนการทั้งหมด ศูนย์เกียร์ 2 ถูกยึดไว้ที่ตำแหน่งป้อนและปล่อยที่ตำแหน่งขนถ่าย เครื่องมี 120 ดิวิชั่นต่อรอบ , การกระทำทั้งหมดถูกรวมเข้ากับลูกเบี้ยวและก้านสูบ ตัวเหนี่ยวนำติดตั้งอยู่บนหม้อแปลงดับ ส่วนประกอบนี้หมุนผ่านจุดหมุนเพื่อเพิ่มหรือลดตัวเหนี่ยวนำ เมื่อกระบวนการให้ความร้อนของกึ่งแกน No. 1 ที่สถานี 1 สิ้นสุดลง เซ็นเซอร์จะยกขึ้นโดยอัตโนมัติ และเครื่องมือกลจะดำเนินการสร้างดัชนี กึ่งแกนหมายเลข 1 เข้าสู่สถานี 2 เพื่อดับ และจากนั้นตัวเหนี่ยวนำ 6 ตกลงไปที่ตำแหน่งทำความร้อนที่สถานี 1, 2 ทันที กระบวนการทำความร้อนของเพลาหมายเลขครึ่งเริ่มต้น และการดำเนินการจัดทำดัชนีของเครื่องมือเครื่องนั้นเร็วมาก , น้อยกว่า 2 วินาที; ในเวลานี้ เพลาครึ่งหมายเลข 1 ที่ให้ความร้อนได้ถูกย้ายไปยัง 2 สถานีแล้ว และทำการดับสเปรย์ของเหลวใต้น้ำ ในขณะที่ 1 สถานีกำลังให้ความร้อน 2 เพลาครึ่งหมายเลขและครึ่งเพลาหมายเลข 3 คือ เข้าสู่ 3 สถานีเพื่อโหลด; ก่อนที่เพลาครึ่งหมายเลข 2 จะร้อน เพลาครึ่งหมายเลข 1 จะถูกย้ายไปยังสายพานลำเลียงที่สถานีที่ 2 เนื่องจากการคลายตัวของศูนย์กลาง และสายพานลำเลียงจะเคลื่อนหมายเลข 1 เพลาครึ่งเพลาจะถูกส่งโดยอัตโนมัติ ไปที่เตาหลอม