
- 09
- Feb
Wie funktioniert die Produktionslinie für die Wärmebehandlung von PC-Bewehrungsstäben?
Wie funktioniert die Produktionslinie für die Wärmebehandlung von PC-Bewehrungsstäben?
PC-Stahlstab ist die Abkürzung für vorgespannten Betonstahlstab. Die Oberfläche der Stahlstange ist mit Gewinde versehen und kann gut am Beton haften. Die Wärmebehandlung von PC-Stahlstäben umfasst das Zwischenfrequenz-Vorwärmen, das Hochfrequenz-Enderhitzen, das Abschrecken und das Zwischenfrequenz-Anlassen. Die Produktionslinie für die Wärmebehandlung umfasst Pressförderer, Heizinduktionsspule, Abschreckkammer, Anlassinduktionsspule, Richtmaschine, Schneidemaschine und so weiter.
Aufgrund des großen Produktionsvolumens der Produktionslinie zur Verarbeitung von PC-Stahlbewehrungsstäben wird die Qualität dieser Produktionslinie bewertet. Neben der Produktqualität sind Energieverbrauchskennzahlen ein wichtiger Aspekt. Luoyang Songdao Induction Heating Technology Co., Ltd. empfahl eine Reihe von Induktionshärtungs- und Anlasssystemen für die Behandlung von Spannbeton-Stahlstäben für Gebäudekonstruktionen, Brückenpfeiler und Betonpfeiler. Dieses System kann auch verwendet werden, um andere konkave Bewehrungsstäbe, Stahldrähte und Rundstahlstäbe herzustellen. Das gesamte System ersetzt eine direkte Widerstandsheizung für die abschließende Erwärmung. Das System ist für die Verarbeitung von Stahlstangen mit einem Durchmesser von 6-12 mm und einer Vorschubgeschwindigkeit von 35 m/min ausgelegt.
Das System verwendet eine Zwischenfrequenz-Stromversorgung zum Vorwärmen, eine Festkörper-Hochfrequenz-Stromversorgung zum abschließenden Erhitzen vor dem Abschrecken und eine weitere Zwischenfrequenz-Stromversorgung zum Anlassen. Die Heiztemperatur vor dem Abschrecken beträgt 940 ~ 950 und die Anlasstemperatur 400. Das System ist außerdem mit einem Bewehrungszufuhr-Entlüftungsschutz, einer der Zufuhrgeschwindigkeit entsprechenden Leistungsregelung, einer zirkulierenden Kühlwasserpumpenstation und einem Zirkulationssystem für das Abschreckkühlmedium ausgestattet. Der einzige Schaltschrank verriegelt alle wesentlichen Betriebsfunktionen.
Der Produktionsprozess des induktiven Härtens und Anlassens von PC-Stabstählen ist in Abbildung 8-43 dargestellt: Der Stabstahl wird geschwärzt, kaltgezogen, umgeformt, vorgewärmt (unterhalb des Curie-Punktes), erwärmt (über den Curie-Punkt), abgeschreckt und getrocknet. Temperieren Heizen-Kühlen-Trocknen-Rollenballen. Vor der Bündeltrommel befindet sich eine Schneidemaschine, die aktiviert wird, wenn das Bündel voll ist.
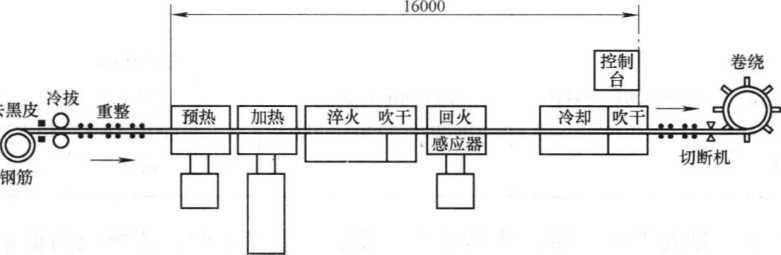
Abbildung 8-43 Schematische Darstellung des Herstellungsprozesses des induktiven Härtens und Anlassens von PC-Stabstählen