
- 09
- Feb
Ինչպե՞ս է աշխատում ԱՀ ամրանների ջերմամշակման արտադրական գիծը:
Ինչպե՞ս է աշխատում ԱՀ ամրանների ջերմամշակման արտադրական գիծը:
PC պողպատե ձուլակտորը նախալարված բետոնե պողպատե ձողերի հապավումն է: Պողպատե ձողի մակերեսը պարուրված է և կարող է լավ կպչել բետոնին: ԱՀ պողպատե ձողերի ջերմային մշակումը ներառում է միջանկյալ հաճախականության նախնական տաքացում, բարձր հաճախականության վերջնական ջեռուցում, մարում և միջանկյալ հաճախականության կոփում: Նրա ջերմային մշակման արտադրական գիծը ներառում է մամլիչ կոնվեյեր, ջեռուցման ինդուկցիոն կծիկ, մարման խցիկ, կոփող ինդուկցիոն կծիկ, ուղղիչ մեքենա, կտրող մեքենա և այլն:
PC պողպատե ամրանների մշակման արտադրական գծի արտադրության մեծ ծավալի պատճառով գնահատվում է այս արտադրական գծի որակը: Բացի արտադրանքի որակից, էներգիայի սպառման ցուցանիշները կարևոր կողմ են: Luoyang Songdao Induction Heating Technology Co., Ltd.-ն խորհուրդ է տվել մի շարք ինդուկցիոն կարծրացման և կոփման համակարգեր՝ շենքերի կոնստրուկցիաների, կամուրջների հենասյուների և բետոնե սյուների համար նախալարված բետոնե պողպատե ձողերի մշակման համար: Այս համակարգը կարող է օգտագործվել նաև այլ գոգավոր ամրաններ, պողպատե մետաղալարեր և կլոր պողպատե ձողեր արտադրելու համար: Ամբողջ համակարգը փոխարինում է ուղղակի դիմադրողականության ջեռուցումը վերջնական ջեռուցման համար: Համակարգը նախատեսված է 6-12 մմ տրամագծով պողպատե ձողեր մշակելու և 35մ/րոպե շարժման արագությամբ սնվելու համար:
Համակարգն օգտագործում է միջանկյալ հաճախականության սնուցման աղբյուր՝ նախապես տաքացնելու համար, պինդ վիճակի բարձր հաճախականության սնուցման աղբյուր՝ վերջնական ջեռուցման համար նախքան մարելը, և մեկ այլ միջանկյալ հաճախականության սնուցման աղբյուր՝ կոփման համար: Ջեռուցման ջերմաստիճանը նախքան մարելը 940~950 է, իսկ կոփման ջերմաստիճանը 400 է: Համակարգը հագեցած է նաև ամրանների սնուցման օդանցքի պաշտպանությամբ, սնուցման արագությանը համապատասխան հոսանքի հսկողությամբ, շրջանառվող հովացման ջրի պոմպակայանով և հանգցնող հովացման միջին շրջանառության համակարգով: Միակ կառավարման կաբինետը միացնում է բոլոր հիմնական գործառնական գործառույթները:
PC-ի պողպատե ձողերի ինդուկցիոն կարծրացման և կոփման գործընթացը ներկայացված է Նկար 8-43-ում. պողպատե ձողը սևացած է, սառը քաշված, վերափոխված, նախապես տաքացվում է (Կյուրիի կետից ներքև), տաքացվում է (Կյուրիի կետից բարձր), մարվում և չորացրած. Կոփում ջեռուցում-սառեցում-չորացում-գլորվող բալ: Փնջի թմբուկի դիմաց կա կտրող մեքենա, որը կակտիվանա, երբ փաթեթը լցվի։
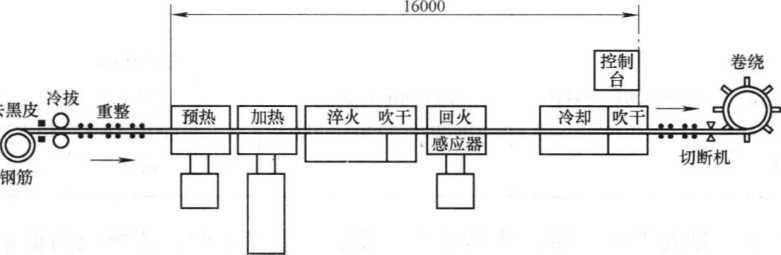
Նկար 8-43 PC պողպատե ձողերի ինդուկցիոն կարծրացման և կոփման արտադրության գործընթացի սխեմատիկ դիագրամ