
- 09
- Feb
Kompyuter armatura issiqlik bilan ishlov berish ishlab chiqarish liniyasi qanday ishlaydi?
Kompyuter armatura issiqlik bilan ishlov berish ishlab chiqarish liniyasi qanday ishlaydi?
PC po’lat bar – bu oldindan zo’riqtirilgan beton po’lat barning qisqartmasi. Chelik barning yuzasi tishli bo’lib, betonga yaxshi yopishishi mumkin. Kompyuter po’lat barlarini issiqlik bilan ishlov berish oraliq chastotali oldindan isitish, yuqori chastotali yakuniy isitish, söndürme va oraliq chastotali temperlashni o’z ichiga oladi. Uning issiqlik bilan ishlov berish ishlab chiqarish liniyasi press-konveyer, isitish indüksiyon bobini, söndürme kamerasi, indüksiyon bobini, tekislash mashinasi, kesish mashinasi va boshqalarni o’z ichiga oladi.
Kompyuter po’latdan yasalgan temirni qayta ishlash ishlab chiqarish liniyasining katta ishlab chiqarish hajmi tufayli ushbu ishlab chiqarish liniyasining sifati baholanadi. Mahsulot sifatiga qo’shimcha ravishda energiya iste’moli ko’rsatkichlari muhim jihatdir. Luoyang Songdao Induction Heating Technology Co., Ltd. kompaniyasi qurilish konstruksiyalari, ko’prik ustunlari va beton ustunlar uchun oldindan zo’riqishli beton po’lat barlarni qayta ishlash uchun induksion qattiqlashuv va temperlash tizimlari to’plamini tavsiya qildi. Ushbu tizim boshqa konkav armatura, po’lat simlar va dumaloq po’lat barlarni ishlab chiqarish uchun ham ishlatilishi mumkin. Butun tizim oxirgi isitish uchun to’g’ridan-to’g’ri qarshilik isitish o’rnini bosadi. Tizim diametri 6-12 mm bo’lgan po’lat barlarni qayta ishlash va 35 m / min harakat tezligida oziqlantirish uchun mo’ljallangan.
Tizim oldindan isitish uchun oraliq chastotali quvvat manbaidan, söndürmeden oldin oxirgi isitish uchun qattiq holatda yuqori chastotali quvvat manbaidan va temperlash uchun boshqa oraliq chastotali quvvat manbaidan foydalanadi. Söndürmeden oldin isitish harorati 940 ~ 950, temperleme harorati 400. Tizim shuningdek, armatura besleme shamollatish himoyasi, besleme tezligiga mos keladigan quvvatni nazorat qilish, aylanma sovutish suvi nasos stantsiyasi va söndürme sovutish muhiti aylanish tizimi bilan jihozlangan. Yagona boshqaruv kabinasi barcha asosiy operatsion funktsiyalarni blokirovka qiladi.
ShK po’lat barlarini induksion qotish va chiniqtirishning ishlab chiqarish jarayoni 8-43-rasmda ko’rsatilgan: po’lat bar qoraygan, sovuq tortilgan, isloh qilingan, oldindan qizdirilgan (Kyuri nuqtasidan past), qizdirilgan (Kyuri nuqtasidan yuqori), so’ndiriladi va quritilgan. Temperlash isitish-sovutish-quritish-rulon toyasi. To’plam barabani oldida kesish mashinasi mavjud bo’lib, u to’plam to’la bo’lganda ishga tushadi.
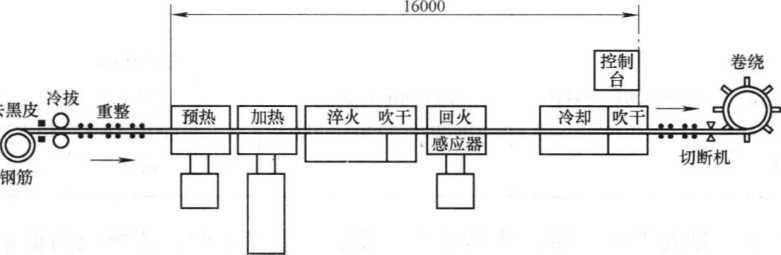
Shakl 8-43 Kompyuter po’lat barlarini induksion qotish va temperaturani ishlab chiqarish jarayonining sxematik diagrammasi