
- 09
- Feb
પીસી રીબાર હીટ ટ્રીટમેન્ટ પ્રોડક્શન લાઇન કેવી રીતે કામ કરે છે?
પીસી રીબાર હીટ ટ્રીટમેન્ટ પ્રોડક્શન લાઇન કેવી રીતે કામ કરે છે?
PC સ્ટીલ બાર એ પ્રેસ્ટ્રેસ્ડ કોંક્રિટ સ્ટીલ બારનું સંક્ષેપ છે. સ્ટીલ બારની સપાટી થ્રેડેડ છે અને તે કોંક્રિટને સારી રીતે વળગી શકે છે. પીસી સ્ટીલ બારની હીટ ટ્રીટમેન્ટમાં મધ્યવર્તી આવર્તન પ્રીહિટીંગ, ઉચ્ચ આવર્તન અંતિમ હીટિંગ, ક્વેન્ચિંગ અને મધ્યવર્તી આવર્તન ટેમ્પરિંગનો સમાવેશ થાય છે. તેની હીટ ટ્રીટમેન્ટ પ્રોડક્શન લાઇનમાં પ્રેસ કન્વેયર, હીટિંગ ઇન્ડક્શન કોઇલ, ક્વેન્ચિંગ ચેમ્બર, ટેમ્પરિંગ ઇન્ડક્શન કોઇલ, સ્ટ્રેટનિંગ મશીન, કટીંગ મશીન વગેરેનો સમાવેશ થાય છે.
પીસી સ્ટીલ રીબાર પ્રોસેસિંગ પ્રોડક્શન લાઇનના મોટા ઉત્પાદન વોલ્યુમને કારણે, આ ઉત્પાદન લાઇનની ગુણવત્તાનું મૂલ્યાંકન કરવામાં આવે છે. ઉત્પાદનની ગુણવત્તા ઉપરાંત, ઉર્જા વપરાશ સૂચકાંકો એક મહત્વપૂર્ણ પાસું છે. લુઓયાંગ સોંગદાઓ ઇન્ડક્શન હીટિંગ ટેક્નોલોજી કંપની, લિમિટેડે બિલ્ડિંગ સ્ટ્રક્ચર્સ, બ્રિજના થાંભલાઓ અને કોંક્રિટ પિલર માટે પ્રેસ્ટ્રેસ્ડ કોંક્રિટ સ્ટીલ બારની સારવાર માટે ઇન્ડક્શન હાર્ડનિંગ અને ટેમ્પરિંગ સિસ્ટમ્સના સમૂહની ભલામણ કરી છે. આ સિસ્ટમનો ઉપયોગ અન્ય અંતર્મુખ રીબાર્સ, સ્ટીલ વાયર અને રાઉન્ડ સ્ટીલ બાર બનાવવા માટે પણ થઈ શકે છે. અંતિમ ગરમી માટે સમગ્ર સિસ્ટમ સીધી પ્રતિકાર હીટિંગને બદલે છે. સિસ્ટમ 6-12mm વ્યાસ સાથે સ્ટીલ બાર પર પ્રક્રિયા કરવા અને 35m/min ની ગતિએ ખવડાવવા માટે ડિઝાઇન કરવામાં આવી છે.
સિસ્ટમ પ્રીહિટીંગ માટે મધ્યવર્તી આવર્તન પાવર સપ્લાયનો ઉપયોગ કરે છે, શમન કરતા પહેલા અંતિમ ગરમી માટે સોલિડ-સ્ટેટ હાઇ ફ્રિકવન્સી પાવર સપ્લાય અને ટેમ્પરિંગ માટે અન્ય મધ્યવર્તી આવર્તન પાવર સપ્લાયનો ઉપયોગ કરે છે. ક્વેન્ચિંગ પહેલાં હીટિંગ ટેમ્પરેચર 940~950 છે, અને ટેમ્પરિંગ ટેમ્પરેચર 400 છે. સિસ્ટમ રિબાર ફીડ વેન્ટ પ્રોટેક્શન, ફીડ સ્પીડને અનુરૂપ પાવર કંટ્રોલ, ફરતા કૂલિંગ વૉટર પંપ સ્ટેશન અને ક્વેન્ચિંગ કૂલિંગ મિડિયમ સર્ક્યુલેશન સિસ્ટમથી પણ સજ્જ છે. એકમાત્ર કંટ્રોલ કેબિનેટ તમામ મુખ્ય ઓપરેટિંગ કાર્યોને ઇન્ટરલોક કરે છે.
પીસી સ્ટીલ બારના ઇન્ડક્શન સખ્તાઇ અને ટેમ્પરિંગની ઉત્પાદન પ્રક્રિયા આકૃતિ 8-43 માં બતાવવામાં આવી છે: સ્ટીલ બારને કાળો કરવામાં આવે છે, ઠંડા દોરવામાં આવે છે, સુધારેલ હોય છે, પહેલાથી ગરમ કરવામાં આવે છે (ક્યુરી પોઈન્ટની નીચે), ગરમ (ક્યુરી પોઈન્ટની ઉપર), શમન કરવામાં આવે છે અને સૂકા ટેમ્પરિંગ હીટિંગ-કૂલિંગ-ડ્રાયિંગ-રોલ ગાંસડી. બંડલ ડ્રમની સામે એક કટિંગ મશીન છે, જે બંડલ ભરાઈ જશે ત્યારે સક્રિય થઈ જશે.
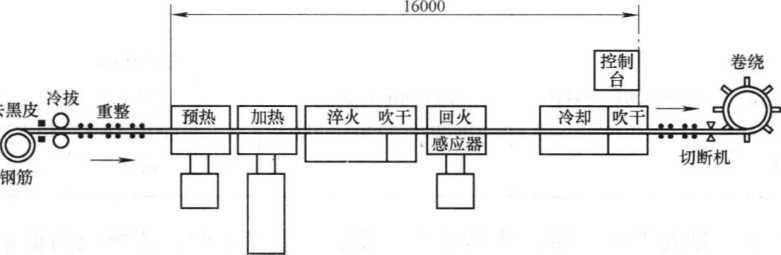
આકૃતિ 8-43 પીસી સ્ટીલ બારની ઇન્ડક્શન હાર્ડનિંગ અને ટેમ્પરિંગ પ્રોડક્શન પ્રોસેસનો સ્કીમેટિક ડાયાગ્રામ