
- 09
- Feb
Как работает производственная линия термообработки арматуры ПК?
Как работает производственная линия термообработки арматуры ПК?
Стальной стержень ПК – это аббревиатура от предварительно напряженного бетонного стального стержня. Поверхность стального стержня имеет резьбу и может хорошо прилипать к бетону. Термическая обработка стальных стержней из поликарбоната включает в себя промежуточный предварительный нагрев, высокочастотный окончательный нагрев, закалку и промежуточный отпуск. Его производственная линия термообработки включает в себя пресс-конвейер, нагревательную индукционную катушку, камеру закалки, отпускную индукционную катушку, правильную машину, машину для резки и так далее.
Из-за большого объема производства производственной линии по обработке стальной арматуры ПК оценивается качество этой производственной линии. Помимо качества продукции важным аспектом являются показатели энергопотребления. Компания Luoyang Songdao Induction Heating Technology Co., Ltd. порекомендовала набор систем индукционной закалки и отпуска для обработки стальных стержней из предварительно напряженного бетона для строительных конструкций, опор мостов и бетонных опор. Эта система также может использоваться для производства других вогнутых арматурных стержней, стальной проволоки и круглых стальных стержней. Вся система заменяет прямой нагрев сопротивлением на окончательный нагрев. Система предназначена для обработки стальных прутков диаметром 6-12 мм и подачи со скоростью 35 м/мин.
В системе используется источник питания промежуточной частоты для предварительного нагрева, полупроводниковый источник питания высокой частоты для окончательного нагрева перед закалкой и еще один источник питания промежуточной частоты для отпуска. Температура нагрева перед закалкой составляет 940~950°С, а температура отпуска составляет 400°С. Система также оснащена защитой от вентиляционных отверстий подачи арматуры, регулятором мощности в соответствии со скоростью подачи, насосной станцией циркуляционной охлаждающей воды и системой циркуляции охлаждающей среды для закалки. Единственный шкаф управления блокирует все основные рабочие функции.
Производственный процесс индукционной закалки и отпуска стальных стержней из поликарбоната показан на рис. 8-43: стальной стержень чернеет, подвергается холодной вытяжке, реформированию, предварительному нагреву (ниже точки Кюри), нагреву (выше точки Кюри), закалке и высушенный. Закалка тюков с нагревом, охлаждением, сушкой и рулоном. Перед барабаном пачки находится режущая машина, которая активируется, когда пачка заполнена.
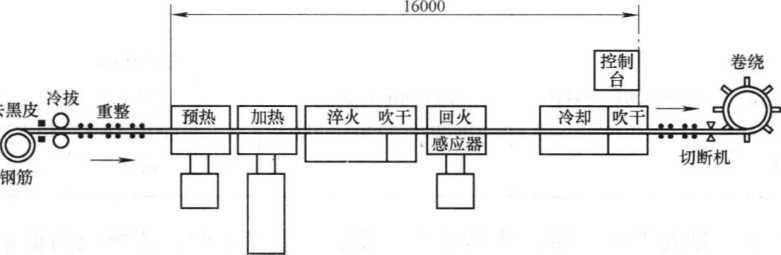
Рисунок 8-43 Принципиальная схема процесса индукционной закалки и отпуска стальных прутков из поликарбоната