- 17
- Nov
મધ્યવર્તી આવર્તન ઇન્ડક્શન હીટિંગ સાધનોની પસંદગી અને એપ્લિકેશન
મધ્યવર્તી આવર્તન ઇન્ડક્શન હીટિંગ સાધનોની પસંદગી અને એપ્લિકેશન
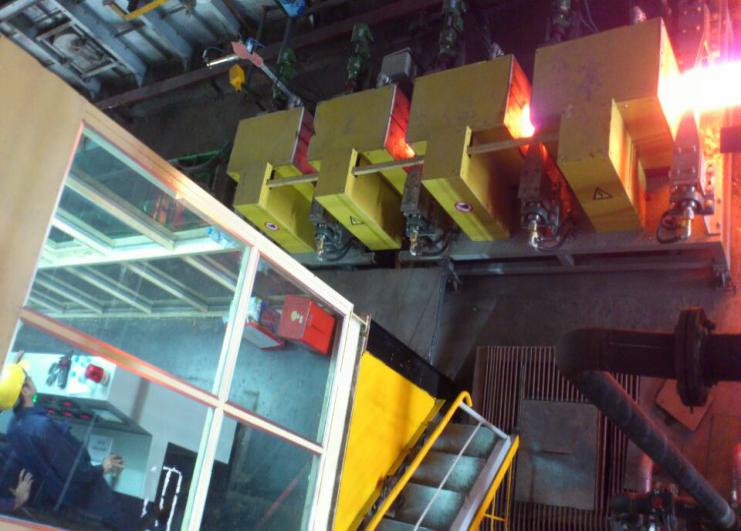
મધ્યમ આવર્તન ઇન્ડક્શન હીટિંગ સાધનો વર્કપીસની સપાટીને સ્થાનિક રીતે ગરમ કરવા માટે ઇન્ડક્શન કરંટનો ઉપયોગ કરે છે. આ હીટ ટ્રીટમેન્ટ પ્રક્રિયાનો ઉપયોગ ઘણીવાર સપાટીને શમન કરવા માટે થાય છે, તેનો ઉપયોગ આંશિક એનિલિંગ અથવા ટેમ્પરિંગ માટે પણ થઈ શકે છે, અને કેટલીકવાર તેનો ઉપયોગ એકંદર શમન અને ટેમ્પરિંગ માટે પણ થાય છે. ઉદ્યોગના વિકાસ સાથે, ઇન્ડક્શન હીટિંગ હીટ ટ્રીટમેન્ટ તકનીકમાં સતત સુધારો કરવામાં આવ્યો છે, અને એપ્લિકેશનનો અવકાશ પણ સતત વિસ્તરણ કરવામાં આવ્યો છે.
મધ્યવર્તી આવર્તન પાવર સાધનોની પસંદગી વર્કપીસ દ્વારા જરૂરી હીટિંગ સ્તરની ઊંડાઈ સાથે સંબંધિત છે. ડીપ હીટિંગ લેયર સાથે વર્કપીસ માટે, નીચલા વર્તમાન આવર્તન સાથે પાવર સાધનોનો ઉપયોગ કરો; છીછરા હીટિંગ લેયર સાથે વર્કપીસ માટે, ઉચ્ચ વર્તમાન આવર્તન સાથે પાવર સાધનોનો ઉપયોગ કરો. પાવર સાધનો પસંદ કરવા માટેની બીજી શરત એ સાધન શક્તિ છે. જેમ જેમ હીટિંગ સપાટી વિસ્તાર વધે છે, તેમ તેમ જરૂરી વીજ પુરવઠો વધે છે. જ્યારે હીટિંગ સપાટીનો વિસ્તાર ખૂબ મોટો હોય અથવા પાવર સપ્લાય અપૂરતો હોય, ત્યારે વર્કપીસ અને ઇન્ડક્ટરને એકબીજાની સાપેક્ષમાં ખસેડવા માટે સતત હીટિંગનો ઉપયોગ કરી શકાય છે, આગળના ભાગમાં ગરમ થાય છે અને પાછળના ભાગમાં ઠંડુ થાય છે. સમગ્ર હીટિંગ સપાટીને એક જ સમયે ગરમ કરો. આ રીતે, વર્કપીસના મુખ્ય ભાગની શેષ ગરમીનો ઉપયોગ સખત સપાટીના સ્તરને ટેમ્પર કરવા માટે કરી શકાય છે, ત્યાં પ્રક્રિયાને સરળ બનાવે છે અને ઇલેક્ટ્રિક ઊર્જાની બચત થાય છે.
સ્ટીલ સળિયાના મધ્યવર્તી આવર્તન ઇન્ડક્શન હીટિંગ સાધનોની કાર્ય પ્રક્રિયા દરમિયાન, હીટ ટ્રીટમેન્ટની ગુણવત્તાને સુનિશ્ચિત કરવા અને થર્મલ કાર્યક્ષમતામાં સુધારો કરવા માટે, વર્કપીસના આકાર અને જરૂરિયાતો અનુસાર યોગ્ય માળખું ધરાવતા ઇન્ડક્ટરને ડિઝાઇન અને ઉત્પાદન કરવું આવશ્યક છે. સામાન્ય રીતે ઉપયોગમાં લેવાતા ઇન્ડક્ટર્સમાં બાહ્ય સપાટીને ગરમ કરવાના ઇન્ડક્ટર્સ, આંતરિક છિદ્રોને ગરમ કરવાના ઇન્ડક્ટર્સ અને પ્લેનર હીટિંગ ઇન્ડક્ટર્સનો સમાવેશ થાય છે.