
- 09
- Feb
ДК арматурасын термоөңдеу өндірістік желісі қалай жұмыс істейді?
ДК арматурасын термоөңдеу өндірістік желісі қалай жұмыс істейді?
ДК болат штангасы — алдын ала кернелген бетонды болат сырықтың аббревиатурасы. Болат штангасының беті бұрандалы және бетонға жақсы жабыса алады. ДК болат өзектерін термиялық өңдеу аралық жиілікті алдын ала қыздыруды, жоғары жиілікті соңғы қыздыруды, сөндіруді және аралық жиілікті шынықтыруды қамтиды. Оның термиялық өңдеу өндірісінің желісі пресс-конвейерді, қыздыру индукциялық катушкасын, сөндіру камерасын, шынықтыру индукциялық катушкасын, түзеткіш машинаны, кескіш машинаны және т.б. кіреді.
ДК болат арматурасын өңдеу өндірісінің үлкен көлеміне байланысты осы өндіріс желісінің сапасы бағаланады. Өнім сапасынан басқа, энергия тұтыну көрсеткіштері маңызды аспект болып табылады. Luoyang Songdao Induction Heating Technology Co., Ltd. компаниясы құрылыс құрылымдарына, көпір тіректеріне және бетон тіректеріне арналған алдын ала кернелген бетон болат жолақтарын өңдеу үшін индукциялық шыңдау және шыңдау жүйелерін ұсынды. Бұл жүйе басқа ойыс арматураларды, болат сымдарды және дөңгелек болат өзектерді өндіру үшін де пайдаланылуы мүмкін. Бүкіл жүйе соңғы қыздыру үшін тікелей қарсылық қыздыруды ауыстырады. Жүйе диаметрі 6-12 мм болат шыбықтарды өңдеуге және 35 м/мин қозғалмалы жылдамдықпен беруге арналған.
Жүйе алдын ала қыздыру үшін аралық жиілікті қуат көзін, сөндіру алдында соңғы қыздыру үшін қатты күйдегі жоғары жиілікті қуат көзін және шынықтыру үшін басқа аралық жиілікті қуат көзін пайдаланады. Сөндіру алдындағы қыздыру температурасы 940~950, ал шынықтыру температурасы 400. Жүйе сонымен қатар арматураны беру желдеткішінен қорғаумен, беру жылдамдығына сәйкес қуатты реттеумен, айналмалы салқындату суының сорғы станциясымен және сөндіргіш салқындату ортасының айналым жүйесімен жабдықталған. Жалғыз басқару шкафы барлық негізгі жұмыс функцияларын блоктайды.
ДК болат өзектерін индукциялық шынықтыру және шынықтыру өндірістік процесі 8-43-суретте көрсетілген: болат сырық қараланады, салқын тартылады, реформаланады, алдын ала қыздырылады (Кюри нүктесінен төмен), қыздырылады (Кюри нүктесінен жоғары), сөндіріледі және кептірілген. Жылыту-салқындату-кептіру-орамды буманы шынықтыру. Бума барабанының алдында кескіш машина бар, ол бума толған кезде іске қосылады.
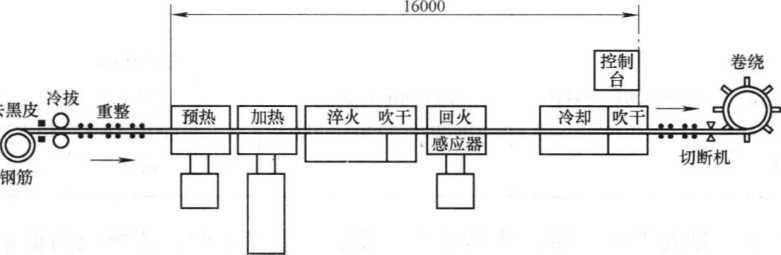
Сурет 8-43 ДК болат сырықтарын индукциялық шыңдау және шынықтыру өндірісінің схемасы.