
- 07
- Oct
आर्गन उड्ने र करछुल को तल मा सांस ईंटहरु को काम को वातावरण
आर्गन उड्ने र को काम गर्ने वातावरण सास फेर्न सक्ने ईंटहरु लाडो को तल मा
लाडलमा पिघलाएको इस्पात परिष्कृत गर्ने प्रक्रिया मा, यो धेरै महत्त्वपूर्ण छ इस्पात निर्माताहरु को लागी हावाको ईंट को तल उडने आर्गन प्रक्रिया को माध्यम बाट उत्पादन पूरा गर्न को लागी। तल argon उडने ventilating ईंट को समारोह पिघ्न इस्पात प्रसारण गर्न को लागी तल मा आर्गन उडाएर पिघलाएको इस्पात हलचल छ। पिघलाएको इस्पात को संरचना समायोजन र inclusions हटाउने उद्देश्य।
लाडलमा पिघलाएको इस्पात परिष्कृत गर्ने प्रक्रिया मा, यो धेरै महत्त्वपूर्ण छ इस्पात निर्माताहरु को लागी हावाको ईंट को तल उडने आर्गन प्रक्रिया को माध्यम बाट उत्पादन पूरा गर्न को लागी। तल argon उडने ventilating ईंट को समारोह पिघ्न इस्पात प्रसारण गर्न को लागी तल मा आर्गन उडाएर पिघलाएको इस्पात हलचल छ। पिघलाएको इस्पात को संरचना समायोजन र inclusions हटाउने उद्देश्य। तसर्थ, लाडले हावा पारगम्य ईंटहरु को हावा पारगम्यता भट्ठी बाहिर रिफाइनिंग मा एक ठूलो प्रभाव छ। यदि हावा हवा-तंग छैन वा हावा पारगम्यता सानो छ, पिघलाएको इस्पात परिष्करण कार्य पूरा गर्न सकिँदैन। यसको अतिरिक्त, यदि हावा पारगम्यता धेरै ठूलो छ, यो अन्य दुर्दम्य सामाग्री संग लाडु को अस्तर प्रभावित हुनेछ। सेवा जीवन।

(तस्वीर) बेकिंग करछुल
उत्पादन प्रक्रिया को दौरान, लाडल तल उडायो र सास फेर्न ईंटाहरु लाई सामना गर्नु पर्छ: हावा प्रवाह (आर्गन) र पिघलाएको इस्पात कटाव, पिघलाएको इस्पात को लगातार कास्टिंग पछि पग्लिएको लावा कटाव, र पिघल घाटा र कारोबार अक्सिजन पाइप उड्ने र सफाई को कारण। तातो मरम्मत को समयमा सास फेर्न ईट्टा को काम को सतह अत्यधिक चिसो र प्रक्रिया मा तातो र लिफ्टिंग को समयमा यांत्रिक कम्पन को कारण क्षति।
परिष्करण को प्रक्रिया मा, लाडू सास फेर्ने ईंट सम्पूर्ण प्रक्रिया को तल मा आर्गन उडाउन को लागी आवश्यक छ। हावा को प्रवाह उच्च दबाव संग लाडू मा उडाएको छ, र पिघलिएको स्टील लगातार हलचल छ। सतह मा, यो tumbling र पिघलिएको स्टील को उबलने छ। एकै समयमा, airflow को प्रतिक्रिया बल को कारण, हावा पारगम्य ईंट र वरपरको आगन सामग्री कटाई को एक ठूलो डिग्री को अधीनमा हुनेछ।
लगातार कास्टिंग मा पिघलाएको इस्पात पूरा भएपछि, जब सम्म इस्पात स्लैग पुरा तरिकाले बाहिर नलगाईन्छ, भेन्टिलेट ईंट को काम सतह स्लैग संग सम्पर्क मा आउनेछ, र स्लैग मा अक्साइड को भाग ईंट संग गठन गर्न को लागी प्रतिक्रिया दिनेछ। एक eutectic ventilating ईंट कटाव द्वारा क्षीण बनाउन।
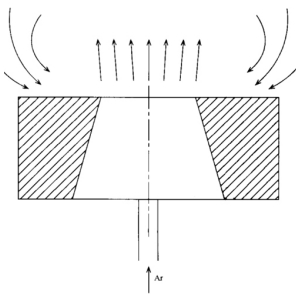
(तस्वीर) सास फेर्ने ईंट को काम सिद्धान्त
जब सास फेर्न ईंटहरु को काम को सतह सफाई, कम आर्गन उड्ने र अक्सिजन लान्स उडाउने विधि सामान्यतया प्रयोग गरीन्छ। आर्गन ग्याँस पाइप को संयुक्त सास फेर्ने ईंट को पुच्छर पाइप मा जोड्नुहोस्, भल्भ खोल्नुहोस्, र उच्च दबाव ग्यास सांस ईंट मा बग्नेछ। एकै समयमा, तातो मर्मत कार्यकर्ता एक सास फेर्ने ईंट को सतह मा थोरै परिवर्तन नभएसम्म सास फेर्न ईट्टा को सतह मा अवशिष्ट इस्पात स्ल्याग उड्न एक अक्सीजन लान्स प्रयोग गर्दछ। अँध्यारो नभएसम्म।
इस्पात लाडल आन्तरिक रूपमा जोडिएको छ, र छिटो चिसो र तातो भन्दा पहिले र पछि इस्पात जोडिएको छ, र इस्पात लाठी अनिवार्य रूप मा उत्थान प्रक्रिया को दौरान टक्कर को अधीनमा छ, मेकानिकल क्षति को परिणामस्वरूप।
यो देख्न सकिन्छ कि तल उडाएको आर्गन सांस ईंटहरु को गुणवत्ता इस्पात निर्माताहरु को लागी धेरै महत्वपूर्ण छ। उच्च सांस ईंटहरु को गुणस्तर, उच्च उत्पादन र सम्बन्धित इस्पात को गुणस्तर। Firstfurnace@gmil.com, भेन्टिलेटेड ईंटहरु को एक पेशेवर निर्माता को रूप मा, विकास, उत्पादन र १ila बर्ष को लागी भेन्टिलेटिंग ईट्टा को बिक्री गरी रहेको छ। उत्पादनहरु उच्च गुणस्तरीय छन्, लामो जीवन, थर्मल सदमे प्रतिरोध, कटाव प्रतिरोध, कटाव प्रतिरोध र अन्य उत्कृष्ट विशेषताहरु संग!