- 28
- Sep
Korrekt användning av CNC-härdningsmaskiner
Korrekt användning av CNC-släckningsmaskiner
Under bearbetningen kan arbetsstycket rotera i båda riktningarna, och hastigheten på delarna kan smidigt justeras genom justering av frekvensomformaren. Användningen av en dubbel-grupps toppstruktur gör bearbetningsproduktiviteten för delarna avsevärt förbättrad. För att passa bearbetningen av arbetsstycken av olika längd justeras höjden på den övre mitten elektriskt. Genom den automatiska styrningen av olika utgångskanaler från strömförsörjningen som tillhandahålls av styrsystemet kan den variabla effektstyrningsfunktionen i bearbetningsprocessen realiseras. Genom tangentbordsprogrammering kan användaren när som helst anropa motsvarande släckningsprogram för att realisera den automatiska kontrollen av kontinuerlig släckning, undersektion kontinuerlig släckning, undersektion samtidig släckning och samtidig släckning. Den är också utrustad med ett cirkulerande kylsystem för härdvätska och ett extra vätskesprutsystem integrerat med verktygsmaskinen.
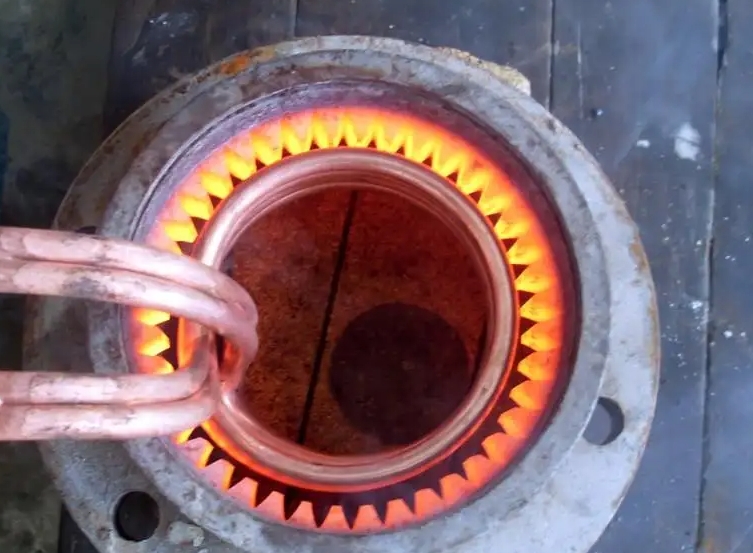
Eftersom induktionsuppvärmningen använder en medel- och högfrekvent strömförsörjning, har bearbetningsmiljön egenskaperna högspänning, hög ström och starkt magnetfält. Dessutom uppträder vattenånga, dimma och grader i kallbearbetningsprocessen under hela härdningsprocessen, så induktionssläckningsscenen är mycket komplicerad och den är automatisk. Kontroll medför komplexa krav, vilket är korrekt användning av CNC-härdningsmaskiner.