- 05
- Nov
ইন্ডাকশন হিটিং পাইপ নমনের নতুন প্রযুক্তি
নতুন প্রযুক্তি আবেশন গরম পাইপ নমন
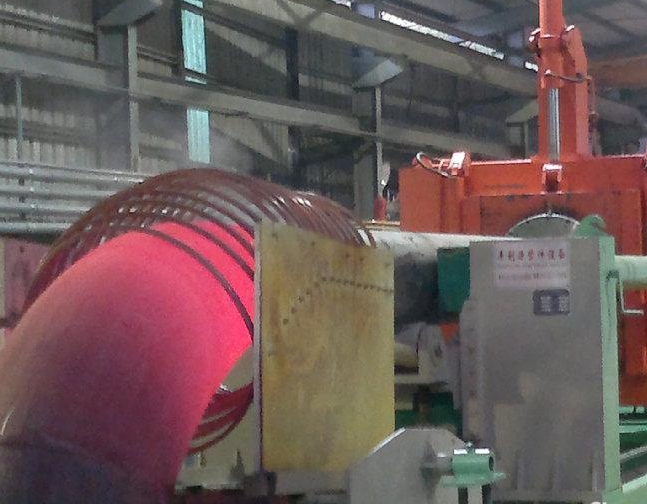
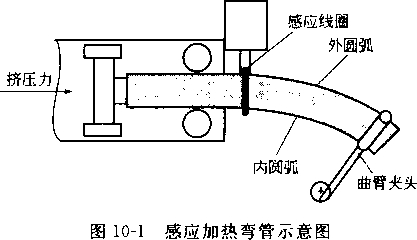
ইন্ডাকশন হিটিং কনুইয়ের পরিকল্পিত চিত্রটি চিত্রে দেখানো হয়েছে। পাইপ বাঁকানোর সময়, ইস্পাত পাইপের একটি নির্দিষ্ট অংশে ইন্ডাকশন কয়েল রাখুন। ইস্পাত পাইপের এক প্রান্ত পজিশনিং এবং গাইডিং স্পোক হুইল দ্বারা সমর্থিত সংযোগকারীতে স্থাপন করা হয় এবং অন্য প্রান্তটি একটি ঘূর্ণনযোগ্য ক্র্যাঙ্ক চক দ্বারা স্থির করা হয়। যখন ইন্ডাকশন কয়েলটিকে একটি মধ্যবর্তী ফ্রিকোয়েন্সি কারেন্ট দিয়ে খাওয়ানো হয়, তখন এটি দ্রুত স্থানীয় ইস্পাত পাইপকে একটি পূর্বনির্ধারিত তাপমাত্রায় উত্তপ্ত করে এবং একই সময়ে, স্টিলের পাইপটি স্কুইজিং ফোর্সের ক্রিয়াকলাপে তাপগতভাবে বিকৃত হতে শুরু করে এবং একটি পূর্বনির্ধারিত চাপ বরাবর বিকৃত হতে শুরু করে। . বিকৃত কনুই নিভিয়ে ঠান্ডা করা হয়। নিভানোর মাধ্যমটি বেশিরভাগ জল স্প্রে বা ঠান্ডা বাতাস দ্বারা ঠান্ডা হয়। তাপীয় বিকৃতির গতি ধীর, এবং আনয়ন কুণ্ডলী একটি স্থিতিশীল গরম করার তাপমাত্রা বজায় রাখে। নমন এবং quenching প্রক্রিয়া ক্রম সঞ্চালিত হয়.
ইস্পাত পাইপের গরম বাঁকানো বিকৃতি প্রক্রিয়া থেকে দেখা যায় যে ইস্পাত পাইপের বাইরের চাপ প্রসার্য চাপের শিকার হয় এবং পাইপের প্রাচীরটি পাতলা হয়ে যায়; অভ্যন্তরীণ চাপ সংকুচিত চাপের শিকার হয় এবং পাইপের প্রাচীর ঘন হয়ে যায়; ইস্পাত পাইপের পাশের বিকৃতি বাইরের চাপ এবং ভিতরের চাপ থেকে আলাদা। সম্পূর্ণ কনুই বিভাগটি বিভিন্ন জটিল চাপের শিকার হয় এবং তাপ চিকিত্সার পরে ইস্পাত পাইপের বিভিন্ন অংশের যান্ত্রিক বৈশিষ্ট্যগুলিতেও স্পষ্ট পার্থক্য থাকবে।