- 05
- Nov
Nová technologie ohýbání trubek indukčního ohřevu
Nová technologie indukční ohřev ohýbání trubek
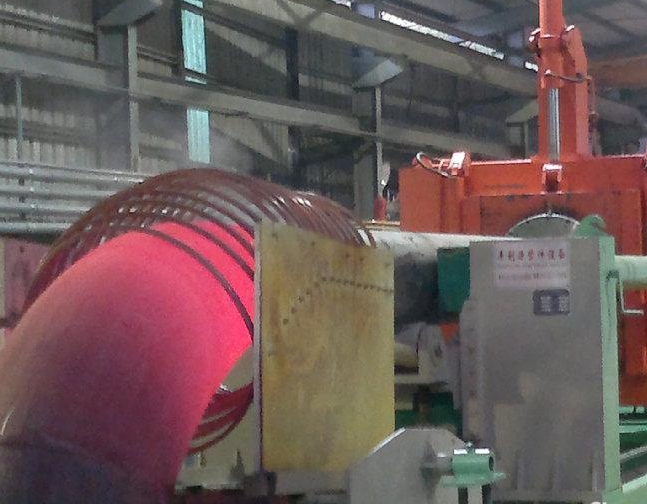
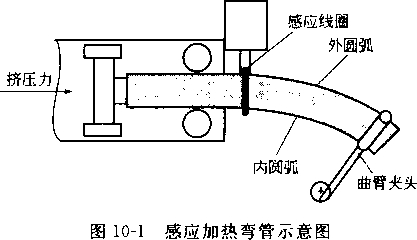
Schéma indukčního topného kolena je na obrázku. Při ohýbání trubky umístěte indukční cívku na určitou část ocelové trubky. Jeden konec ocelové trubky je umístěn na konektoru podepřeném polohovacími a vodícími paprskovými koly a druhý konec je upevněn otočným klikovým sklíčidlem. Když je indukční cívka napájena mezifrekvenčním proudem, rychle ohřeje místní ocelovou trubku na předem stanovenou teplotu a současně se ocelová trubka začne působením svírací síly tepelně deformovat a deformovat podél předem stanoveného oblouku. . Deformované koleno se zchladí a ochladí. Zhášecí médium je většinou chlazeno vodní sprchou nebo studeným vzduchem. Rychlost tepelné deformace je pomalá a indukční cívka udržuje stabilní teplotu ohřevu. Proces ohýbání a kalení se provádí postupně.
Z procesu deformace ocelové trubky ohybem za tepla je vidět, že vnější oblouk ocelové trubky je vystaven tahovému namáhání a stěna trubky se ztenčuje; vnitřní oblouk je vystaven tlakovému namáhání a stěna trubky se stává silnější; boční deformace ocelové trubky se liší od vnějšího oblouku a vnitřního oblouku. Celá kolenová část je vystavena různým komplexním namáháním a mechanické vlastnosti různých částí ocelové trubky po tepelném zpracování budou mít také zjevné rozdíly.