- 05
- Nov
Индукциялық қыздыру құбырларын майыстырудың жаңа технологиясы
Жаңа технология индукциялық жылу құбырдың иілуі
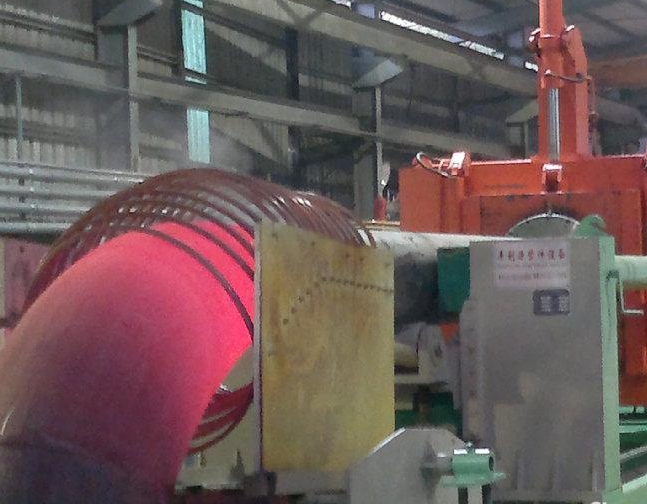
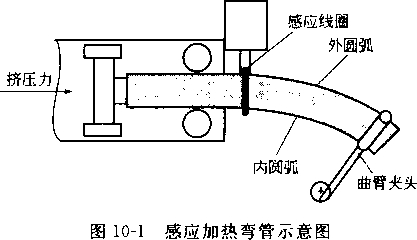
Индукциялық қыздыру шынтағының схемалық диаграммасы суретте көрсетілген. Құбырды майыстырған кезде индукциялық катушканы болат құбырдың белгілі бір бөлігіне қойыңыз. Болат құбырдың бір шеті позициялаушы және бағыттаушы спиц дөңгелектерімен қамтамасыз етілген қосқышқа орналастырылады, ал екінші ұшы айналмалы иінді патронмен бекітіледі. Индукциялық катушка аралық жиіліктегі токпен қоректенгенде, ол жергілікті болат құбырды алдын ала белгіленген температураға дейін тез қыздырады, сонымен бірге болат құбыр сығу күшінің әсерінен термиялық деформациялана бастайды және алдын ала белгіленген доға бойымен деформацияланады. . Деформацияланған шынтақ сөндіріліп, салқындатылады. Сөндіргіш орта негізінен су бүріккішімен немесе суық ауамен салқындатылады. Термиялық деформация жылдамдығы баяу, ал индукциялық катушкалар тұрақты қыздыру температурасын сақтайды. Майыстыру және сөндіру процесі ретімен жүзеге асырылады.
Болат құбырдың ыстық иілу деформациясы процесінен болат құбырдың сыртқы доғасының созылу кернеуіне ұшырайтынын, құбыр қабырғасының жұқа болатынын көруге болады; ішкі доға қысу кернеуіне ұшырайды, ал құбыр қабырғасы қалыңдайды; болат құбырдың бүйірлік деформациясы сыртқы доғадан және ішкі доғадан ерекшеленеді . Бүкіл шынтақ бөлімі әртүрлі күрделі кернеулерге ұшырайды және термиялық өңдеуден кейін болат құбырдың әртүрлі бөліктерінің механикалық қасиеттері де айқын айырмашылықтарға ие болады.