- 05
- Nov
ઇન્ડક્શન હીટિંગ પાઇપ બેન્ડિંગની નવી ટેકનોલોજી
ની નવી ટેકનોલોજી ઇન્ડક્શન ગરમી પાઇપ બેન્ડિંગ
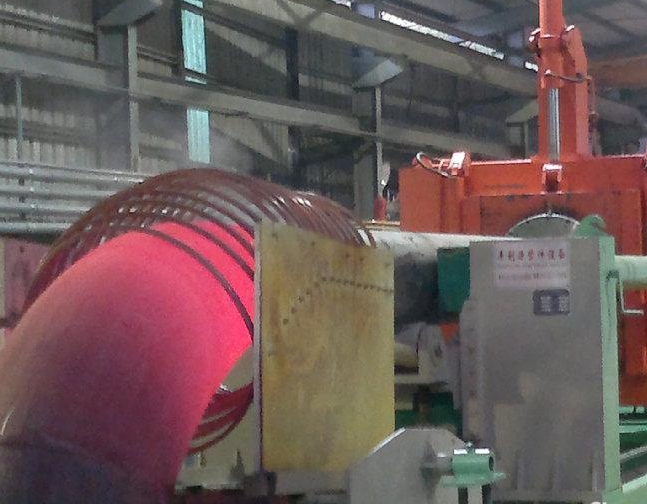
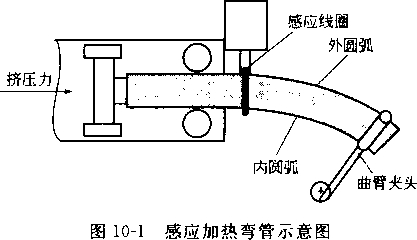
ઇન્ડક્શન હીટિંગ કોણીની યોજનાકીય રેખાકૃતિ આકૃતિમાં બતાવવામાં આવી છે. પાઇપને વાળતી વખતે, ઇન્ડક્શન કોઇલને સ્ટીલ પાઇપના ચોક્કસ ભાગ પર મૂકો. સ્ટીલ પાઇપનો એક છેડો પોઝિશનિંગ અને ગાઇડિંગ સ્પોક વ્હીલ્સ દ્વારા સપોર્ટેડ કનેક્ટર પર મૂકવામાં આવે છે, અને બીજો છેડો રોટેટેબલ ક્રેન્ક ચક દ્વારા નિશ્ચિત કરવામાં આવે છે. જ્યારે ઇન્ડક્શન કોઇલને મધ્યવર્તી આવર્તન પ્રવાહ સાથે ખવડાવવામાં આવે છે, ત્યારે તે ઝડપથી સ્થાનિક સ્ટીલ પાઇપને પૂર્વનિર્ધારિત તાપમાને ગરમ કરે છે, અને તે જ સમયે, સ્ટીલ પાઇપ સ્ક્વિઝિંગ ફોર્સની ક્રિયા હેઠળ થર્મલી રીતે વિકૃત થવાનું શરૂ કરે છે અને પૂર્વનિર્ધારિત ચાપ સાથે વિકૃત થાય છે. . વિકૃત કોણી શાંત અને ઠંડુ થાય છે. શમન માધ્યમ મોટે ભાગે પાણીના સ્પ્રે અથવા ઠંડી હવા દ્વારા ઠંડુ થાય છે. થર્મલ વિકૃતિની ગતિ ધીમી છે, અને ઇન્ડક્શન કોઇલ સ્થિર હીટિંગ તાપમાન જાળવે છે. બેન્ડિંગ અને ક્વેન્ચિંગ પ્રક્રિયા ક્રમમાં હાથ ધરવામાં આવે છે.
સ્ટીલ પાઇપની ગરમ બેન્ડિંગ ડિફોર્મેશન પ્રક્રિયા પરથી જોઈ શકાય છે કે સ્ટીલ પાઇપની બહારની ચાપ તાણના તાણને આધિન છે, અને પાઇપની દિવાલ પાતળી બની જાય છે; આંતરિક ચાપ સંકુચિત તાણને આધિન છે, અને પાઇપ દિવાલ ગાઢ બને છે; સ્ટીલ પાઇપની બાજુની વિકૃતિ બાહ્ય ચાપ અને આંતરિક ચાપથી અલગ છે. સમગ્ર કોણી વિભાગ વિવિધ જટિલ તાણને આધિન છે, અને હીટ ટ્રીટમેન્ટ પછી સ્ટીલ પાઇપના વિવિધ ભાગોના યાંત્રિક ગુણધર્મોમાં પણ સ્પષ્ટ તફાવત હશે.