- 05
- Nov
Induksion isitish quvurlarini egishning yangi texnologiyasi
ning yangi texnologiyasi indüksiyon isitish quvur egilishi
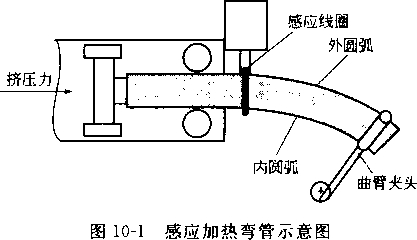
Induksion isitish tirsagining sxematik diagrammasi rasmda ko’rsatilgan. Quvurni egayotganda, indüksiyon lasanini po’lat quvurning ma’lum bir qismiga qo’ying. Po’lat quvurning bir uchi joylashishni aniqlash va yo’naltiruvchi g’ildirak g’ildiraklari tomonidan qo’llab-quvvatlanadigan konnektorga joylashtiriladi, ikkinchi uchi esa aylanadigan tirgak bilan o’rnatiladi. Induksion lasan oraliq chastotali oqim bilan oziqlanganda, u tezda mahalliy po’lat quvurni oldindan belgilangan haroratgacha qizdiradi va shu bilan birga, po’lat quvur siqish kuchi ta’sirida termal deformatsiyani boshlaydi va oldindan belgilangan yoy bo’ylab deformatsiyalanadi. . Deformatsiyalangan tirsak so’ndiriladi va sovutiladi. Söndürme muhiti asosan suv purkagich yoki sovuq havo bilan sovutiladi. Termal deformatsiya tezligi sekin va indüksiyon bobini barqaror isitish haroratini saqlaydi. Bükme va söndürme jarayoni ketma-ketlikda amalga oshiriladi.
Po’lat quvurning issiq egilish deformatsiyasi jarayonidan ko’rinib turibdiki, po’lat quvurning tashqi yoyi kuchlanish kuchlanishiga duchor bo’ladi va quvur devori ingichka bo’ladi; ichki yoy siqilish kuchlanishiga duchor bo’ladi va quvur devori qalinroq bo’ladi; po’lat quvurning yon deformatsiyasi tashqi kamon va ichki kamondan farq qiladi. Butun tirsak qismi turli xil murakkab stresslarga duchor bo’ladi va issiqlik bilan ishlov berishdan keyin po’lat quvurning turli qismlarining mexanik xususiyatlari ham aniq farqlarga ega bo’ladi.