- 06
- Dec
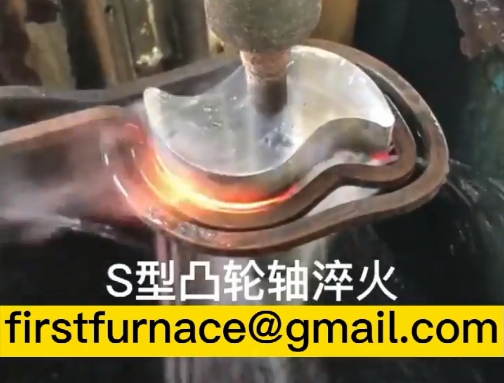
Kvalita kalení indukčního ohřevu vačkového hřídele
Kvalita kalení indukčního ohřevu vačkového hřídele
Po ochlazení 8 vaček indukčním ohřevem a ponořením jsou hloubka a tvrdost kalení vytvrzené vrstvy uvedeny v tabulce 3. Z tabulky 3 je patrné, že oba ukazatele splňují technické požadavky produktové mapy. Z pohledu v řezu kalenou částí vačky je vidět, že vytvrzená vrstva je stejnoměrná a poloha je správná.
Tabulka 3 Tvrdost kalení vačkového hřídele a hloubka kalené vrstvy
| Číslo kamery | Tvrdost kalení HRC | Hloubka vytvrzovací vrstvy /mm | |
| Tip | Základní kruh | ||
| 1 | +51 53.5 55 | 7.8 | 5.7 |
| 2 | +52 54 54 | 7.2 | 6.0 |
| 3 | +55 55.5 53 | 10.0 | 6.5 |
| 4 | +53 53 56 | 7.5 | 6.4 |
| 5 | +50 51 52.5 | 9.6 | 7.3 |
| 6 | +56 55 56 | 10.3 | 7.5 |
| 7 | +54 52 54 | 10.8 | 7.7 |
| 8 | +52 50 52 | 9.5 | 7.0 |
Po kalení vačkového hřídele je testována zvýšená hodnota radiálního házení na 0.15 mm, což může splnit požadavky dalšího procesu bez rovnání. Teplota zhášecího média je v rozmezí 10°C-40°C a zhášená vačka nemá žádné zhášecí trhliny díky fluorescenční kontrole.
https://songdaokeji.cn/14033.html
https://songdaokeji.cn/14035.html
https://songdaokeji.cn/14037.html