- 06
- Dec
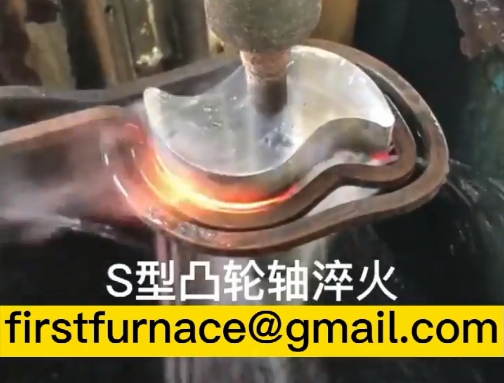
Qalîteya qutkirina germkirina inductionê ya kamerayê
Qalîteya qutkirina germkirina inductionê ya kamerayê
Piştî ku 8 camên bi germkirina induksyonê û binavbûnê têne sar kirin, kûrahî û serhişkiya qutbûna qata hişkbûyî di Tabloya 3 de têne xuyang kirin. Ji Tabloya 3-ê tê dîtin ku her du nîşangir hewcedariyên teknîkî yên nexşeya hilberê bicîh tînin. Ji nihêrîna çargoşe ya beşa qutkirî ya camê tê dîtin ku qata hişkbûyî yekreng e û pozîsyon rast e.
Tablo 3 Serhişkiya vemirandina kambaxê û kûrahiya qata hişkbûyî
| Hejmara kamerayê | Quenching serhişkiya HRC | Kûrahiya qata hişkbûnê /mm | |
| Bexşîş | Çerxa bingehîn | ||
| 1 | 51 53.5 55 | 7.8 | 5.7 |
| 2 | 52 54 54 | 7.2 | 6.0 |
| 3 | 55 55.5 53 | 10.0 | 6.5 |
| 4 | 53 53 56 | 7.5 | 6.4 |
| 5 | 50 51 52.5 | 9.6 | 7.3 |
| 6 | 56 55 56 | 10.3 | 7.5 |
| 7 | 54 52 54 | 10.8 | 7.7 |
| 8 | 52 50 52 | 9.5 | 7.0 |
Piştî ku camshaft tê qut kirin, nirxa zêde ya rakêşana radial tê ceribandin ku 0.15 mm be, ku dikare hewcedariyên pêvajoya paşîn bêyî rastkirinê bicîh bîne. Germahiya navgîna vemirandinê di navbera 10°C-40°C de ye, û kameraya qunçkirî bi vekolîna fluorescentê re şikestinên vemirandinê tune.
https://songdaokeji.cn/14033.html
https://songdaokeji.cn/14035.html
https://songdaokeji.cn/14037.html