- 06
- Dec
ಕ್ಯಾಮ್ಶಾಫ್ಟ್ ಇಂಡಕ್ಷನ್ ಹೀಟಿಂಗ್ ಕ್ವೆನ್ಚಿಂಗ್ ಗುಣಮಟ್ಟ
ಕ್ಯಾಮ್ಶಾಫ್ಟ್ ಇಂಡಕ್ಷನ್ ಹೀಟಿಂಗ್ ಕ್ವೆನ್ಚಿಂಗ್ ಗುಣಮಟ್ಟ
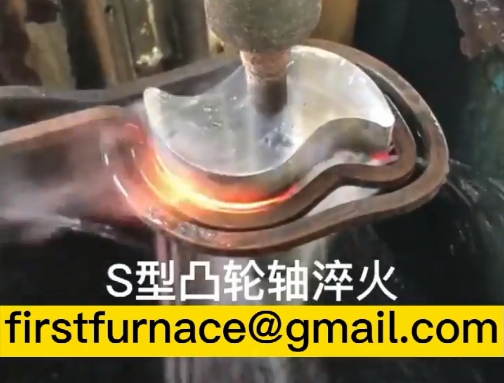
8 ಕ್ಯಾಮ್ಗಳನ್ನು ಇಂಡಕ್ಷನ್ ತಾಪನ ಮತ್ತು ಇಮ್ಮರ್ಶನ್ ಮೂಲಕ ತಂಪಾಗಿಸಿದ ನಂತರ, ಗಟ್ಟಿಯಾದ ಪದರದ ಆಳ ಮತ್ತು ತಣಿಸುವ ಗಡಸುತನವನ್ನು ಟೇಬಲ್ 3 ರಲ್ಲಿ ತೋರಿಸಲಾಗಿದೆ. ಎರಡೂ ಸೂಚಕಗಳು ಉತ್ಪನ್ನ ನಕ್ಷೆಯ ತಾಂತ್ರಿಕ ಅವಶ್ಯಕತೆಗಳನ್ನು ಪೂರೈಸುತ್ತವೆ ಎಂದು ಟೇಬಲ್ 3 ರಿಂದ ನೋಡಬಹುದಾಗಿದೆ. ಗಟ್ಟಿಯಾದ ಪದರವು ಏಕರೂಪವಾಗಿದೆ ಮತ್ತು ಸ್ಥಾನವು ಸರಿಯಾಗಿದೆ ಎಂದು ಕ್ಯಾಮ್ನ ತಣಿಸಿದ ಭಾಗದ ಅಡ್ಡ-ವಿಭಾಗದ ನೋಟದಿಂದ ನೋಡಬಹುದಾಗಿದೆ.
ಟೇಬಲ್ 3 ಕ್ಯಾಮ್ಶಾಫ್ಟ್ ಕ್ವೆನ್ಚಿಂಗ್ ಗಡಸುತನ ಮತ್ತು ಗಟ್ಟಿಯಾದ ಪದರದ ಆಳ
| ಕ್ಯಾಮ್ ಸಂಖ್ಯೆ | ಗಡಸುತನವನ್ನು ತಣಿಸುವ HRC | ಗಟ್ಟಿಯಾಗಿಸುವ ಪದರದ ಆಳ / ಮಿಮೀ | |
| ಸಲಹೆ | ಮೂಲ ವಲಯ | ||
| 1 | 51 53.5 55 | 7.8 | 5.7 |
| 2 | 52 54 54 | 7.2 | 6.0 |
| 3 | 55 55.5 53 | 10.0 | 6.5 |
| 4 | 53 53 56 | 7.5 | 6.4 |
| 5 | 50 51 52.5 | 9.6 | 7.3 |
| 6 | 56 55 56 | 10.3 | 7.5 |
| 7 | 54 52 54 | 10.8 | 7.7 |
| 8 | 52 50 52 | 9.5 | 7.0 |
ಕ್ಯಾಮ್ಶಾಫ್ಟ್ ಅನ್ನು ತಣಿಸಿದ ನಂತರ, ರೇಡಿಯಲ್ ರನ್ಔಟ್ನ ಹೆಚ್ಚಿದ ಮೌಲ್ಯವನ್ನು 0.15mm ಎಂದು ಪರೀಕ್ಷಿಸಲಾಗುತ್ತದೆ, ಇದು ನೇರಗೊಳಿಸದೆ ಮುಂದಿನ ಪ್ರಕ್ರಿಯೆಯ ಅವಶ್ಯಕತೆಗಳನ್ನು ಪೂರೈಸುತ್ತದೆ. ತಣಿಸುವ ಮಾಧ್ಯಮದ ತಾಪಮಾನವು 10 ° C-40 ° C ವ್ಯಾಪ್ತಿಯಲ್ಲಿರುತ್ತದೆ ಮತ್ತು ಪ್ರತಿದೀಪಕ ತಪಾಸಣೆಯ ಮೂಲಕ ತಣಿಸಿದ ಕ್ಯಾಮ್ ಯಾವುದೇ ಕ್ವೆನ್ಚಿಂಗ್ ಬಿರುಕುಗಳನ್ನು ಹೊಂದಿರುವುದಿಲ್ಲ.
https://songdaokeji.cn/14033.html
https://songdaokeji.cn/14035.html
https://songdaokeji.cn/14037.html