- 06
- Dec
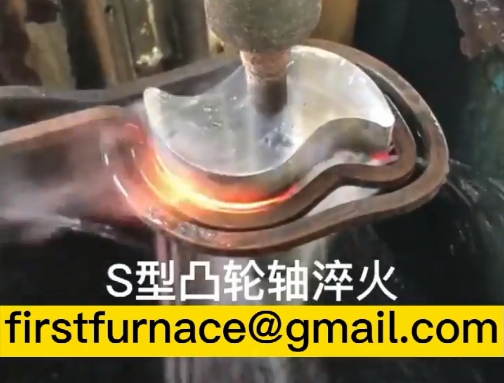
Jakość hartowania indukcyjnego wałka rozrządu
Jakość hartowania indukcyjnego wałka rozrządu
Po schłodzeniu 8 krzywek przez nagrzewanie indukcyjne i zanurzenie, głębokość i twardość hartowania utwardzonej warstwy pokazano w Tabeli 3. Z tabeli 3 widać, że oba wskaźniki spełniają wymagania techniczne mapy produktowej. Na przekroju hartowanej części krzywki widać, że utwardzona warstwa jest jednolita, a położenie prawidłowe.
Tablica 3 Twardość hartowania wałka rozrządu i głębokość utwardzonej warstwy
| Numer krzywki | Twardość hartowania HRC | Głębokość warstwy utwardzającej /mm | |
| Wskazówka | Koło podstawowe | ||
| 1 | 51 53.5 55 | 7.8 | 5.7 |
| 2 | 52 54 54 | 7.2 | 6.0 |
| 3 | 55 55.5 53 | 10.0 | 6.5 |
| 4 | 53 53 56 | 7.5 | 6.4 |
| 5 | 50 51 52.5 | 9.6 | 7.3 |
| 6 | 56 55 56 | 10.3 | 7.5 |
| 7 | 54 52 54 | 10.8 | 7.7 |
| 8 | 52 50 52 | 9.5 | 7.0 |
Po hartowaniu wałka rozrządu, zwiększona wartość bicia promieniowego jest testowana do 0.15 mm, co może spełnić wymagania następnego procesu bez prostowania. Temperatura medium hartującego mieści się w zakresie 10°C-40°C, a hartowana krzywka nie ma pęknięć hartowniczych dzięki kontroli fluorescencyjnej.
https://songdaokeji.cn/14033.html
https://songdaokeji.cn/14035.html
https://songdaokeji.cn/14037.html