- 06
- Dec
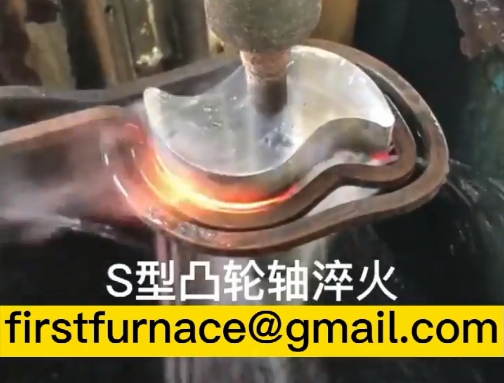
Kvalita zhášania indukčného ohrevu vačkového hriadeľa
Kvalita zhášania indukčného ohrevu vačkového hriadeľa
Po ochladení 8 vačiek indukčným ohrevom a ponorením je hĺbka a tvrdosť kalenia vytvrdenej vrstvy uvedená v tabuľke 3. Z tabuľky 3 je vidieť, že oba ukazovatele spĺňajú technické požiadavky produktovej mapy. Z pohľadu v reze na kalenú časť vačky je možné vidieť, že tvrdená vrstva je rovnomerná a poloha je správna.
Tabuľka 3 Tvrdosť kalenia vačkového hriadeľa a hĺbka kalenej vrstvy
| Číslo kamery | Tvrdosť kalenia HRC | Hĺbka vytvrdzovacej vrstvy /mm | |
| Tip | Základný kruh | ||
| 1 | 51 53.5 55 | 7.8 | 5.7 |
| 2 | 52 54 54 | 7.2 | 6.0 |
| 3 | 55 55.5 53 | 10.0 | 6.5 |
| 4 | 53 53 56 | 7.5 | 6.4 |
| 5 | 50 51 52.5 | 9.6 | 7.3 |
| 6 | 56 55 56 | 10.3 | 7.5 |
| 7 | 54 52 54 | 10.8 | 7.7 |
| 8 | 52 50 52 | 9.5 | 7.0 |
Po ochladení vačkového hriadeľa sa testuje zvýšená hodnota radiálneho hádzania na 0.15 mm, čo môže spĺňať požiadavky nasledujúceho procesu bez vyrovnávania. Teplota kaliaceho média je v rozsahu 10 °C až 40 °C a kalená vačka nemá žiadne kaliace trhliny prostredníctvom fluorescenčnej kontroly.
https://songdaokeji.cn/14033.html
https://songdaokeji.cn/14035.html
https://songdaokeji.cn/14037.html