- 06
- Dec
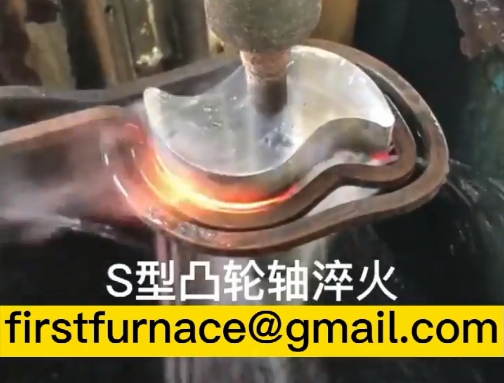
カムシャフト誘導加熱焼入れ品質
カムシャフト誘導加熱焼入れ品質
誘導加熱と浸漬により8つのカムを冷却した後、硬化層の深さと焼入れ硬度を表3に示します。 表3から、両方の指標が製品マップの技術要件を満たしていることがわかります。 カムの焼入れ部分の断面図から、硬化層が均一で位置が正しいことがわかります。
表3カムシャフト焼入れ硬度と硬化層の深さ
| カム番号 | 焼入れ硬度HRC | 硬化層の深さ/ mm | |
| 先端 | ベースサークル | ||
| 1 | 51 53.5 55 | 7.8 | 5.7 |
| 2 | 52 54 54 | 7.2 | 6.0 |
| 3 | 55 55.5 53 | 10.0 | 6.5 |
| 4 | 53 53 56 | 7.5 | 6.4 |
| 5 | 50 51 52.5 | 9.6 | 7.3 |
| 6 | 56 55 56 | 10.3 | 7.5 |
| 7 | 54 52 54 | 10.8 | 7.7 |
| 8 | 52 50 52 | 9.5 | 7.0 |
カムシャフトが急冷された後、ラジアル振れの増加値は0.15mmであることがテストされます。これは、真っ直ぐにすることなく次のプロセスの要件を満たすことができます。 焼入れ媒体の温度は10℃〜40℃の範囲であり、焼入れカムには蛍光検査による焼入れ割れはありません。
https://songdaokeji.cn/14033.html
https://songdaokeji.cn/14035.html
https://songdaokeji.cn/14037.html