- 25
- Oct
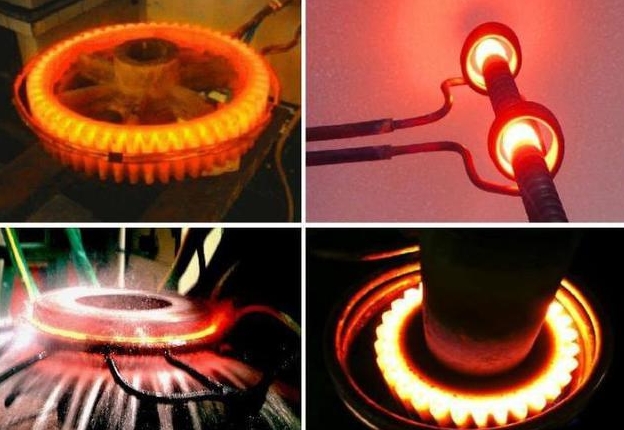
ಇಂಡಕ್ಷನ್ ಗಟ್ಟಿಯಾಗಿಸುವ ನಂತರ ವಿಭಿನ್ನ ಸಂಯೋಜನೆಯ ಉಕ್ಕುಗಳ ಪ್ರತಿರೋಧವನ್ನು ಧರಿಸಿ
ಇಂಡಕ್ಷನ್ ಗಟ್ಟಿಯಾಗಿಸುವ ನಂತರ ವಿಭಿನ್ನ ಸಂಯೋಜನೆಯ ಉಕ್ಕುಗಳ ಪ್ರತಿರೋಧವನ್ನು ಧರಿಸಿ
| ಸ್ಟೀಲ್ ಸಂಖ್ಯೆ | ರಾಸಾಯನಿಕ ಸಂಯೋಜನೆ (ದ್ರವ್ಯರಾಶಿ, %) | ಸರಾಸರಿ ಗಡಸುತನ
HRC |
ಕಾನ್ಕೇವ್ ಪರಿಮಾಣವನ್ನು ಧರಿಸಿ
/10 3 ಮಿಮೀ 3 |
||
| C | Mn | Cr | |||
| 45 | 0.50 | 0.58 | 0. 18 | 62 | 371 |
| 50 ಮಿ | 0.53 | 0. 70 | 0. 10 | 63 | 357 |
| 45 ಸಿ.ಆರ್ | 0.42 | 0.55 | 1. 10 | 60 | 329 |
| T7 | 0.72 | 0.22 | 0. 15 | 65 | 310 |
ಇಂಡಕ್ಷನ್ ಗಟ್ಟಿಯಾದ ಭಾಗಗಳ ಉಡುಗೆ ಮತ್ತು ಉಡುಗೆ ಪ್ರತಿರೋಧದ ಡೇಟಾದ ಪ್ರಕಾರ, ಈ ಕೆಳಗಿನ ತೀರ್ಮಾನಗಳನ್ನು ತೆಗೆದುಕೊಳ್ಳಬಹುದು:
1 ) ವರ್ಕ್ಪೀಸ್ನ ಮೇಲ್ಮೈಯನ್ನು ತಣಿಸಲು ಇಂಡಕ್ಷನ್ ತಾಪನವನ್ನು ಬಳಸಲಾಗುತ್ತದೆ, ಇದು ಮೂಲ ತಣಿಸದ ವರ್ಕ್ಪೀಸ್ನ ಉಡುಗೆ ಪ್ರತಿರೋಧವನ್ನು ಹೆಚ್ಚು ಸುಧಾರಿಸುತ್ತದೆ.
2 ) ಸಾಮಾನ್ಯ ಅವಿಭಾಜ್ಯ ಗಟ್ಟಿಯಾದ ಭಾಗಗಳೊಂದಿಗೆ ಹೋಲಿಸಿದರೆ, ಇಂಡಕ್ಷನ್ ಗಟ್ಟಿಯಾದ ಭಾಗಗಳು ಹೆಚ್ಚಿನ ಮೇಲ್ಮೈ ಗಡಸುತನ ಮತ್ತು ಡಿಕಾರ್ಬರೈಸೇಶನ್ ಅಲ್ಲದ ಕಾರಣದಿಂದ ಸುಧಾರಿತ ಉಡುಗೆ ಪ್ರತಿರೋಧವನ್ನು ಹೊಂದಿವೆ.
3) ಕಡಿಮೆ ಮೇಲ್ಮೈ ಗಡಸುತನ ಮತ್ತು ಇಂಗಾಲದ ಅಂಶದಿಂದಾಗಿ ಮಧ್ಯಮ ಕಾರ್ಬನ್ ಉಕ್ಕಿನಿಂದ ಮಾಡಿದ ಇಂಡಕ್ಷನ್ ಗಟ್ಟಿಯಾದ ಭಾಗಗಳ ಉಡುಗೆ ಪ್ರತಿರೋಧವು ಕಾರ್ಬರೈಸ್ಡ್ ಗಟ್ಟಿಯಾದ ಭಾಗಗಳಿಗಿಂತ ಕಡಿಮೆಯಾಗಿದೆ.