- 25
- Oct
Kuvaa upinzani wa vyuma tofauti vya utungaji baada ya ugumu wa induction
Kuvaa upinzani wa vyuma tofauti vya utungaji baada ya ugumu wa induction
| Nambari ya chuma | Muundo wa kemikali (sehemu ya wingi,%) | Ugumu wa wastani
HRC |
Vaa kiasi cha concave
/10 3 mm 3 |
||
| C | Mn | Cr | |||
| 45 | 0.50 | 0.58 | 0. 18 | 62 | 371 |
| 50Mw | 0.53 | 0. 70 | 0. 10 | 63 | 357 |
| 45 Kor | 0.42 | 0.55 | 1. 10 | 60 | 329 |
| T7 | 0.72 | 0.22 | 0. 15 | 65 | 310 |
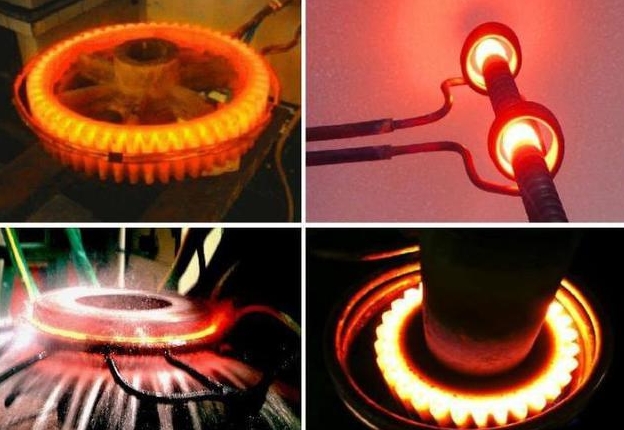
Kulingana na data juu ya upinzani wa kuvaa na kuvaa kwa sehemu ngumu za induction, hitimisho zifuatazo zinaweza kutolewa:
1) Inapokanzwa induction hutumiwa kuzima uso wa workpiece, ambayo inaboresha sana upinzani wa kuvaa kwa kipande cha kazi cha asili kisichozimwa.
2) Ikilinganishwa na sehemu ngumu za kawaida zilizo ngumu, sehemu za ugumu za kuingizwa zimeboresha upinzani wa kuvaa kwa sababu ya ugumu wa juu wa uso na isiyo-decarburization.
3) Upinzani wa kuvaa kwa sehemu ngumu za induction zilizofanywa kwa chuma cha kaboni ya kati ni chini kuliko ile ya sehemu za carburized ngumu kutokana na ugumu wa chini wa uso na maudhui ya kaboni.