- 22
- Aug
워킹 유도 가열로
보행 유도 가열로
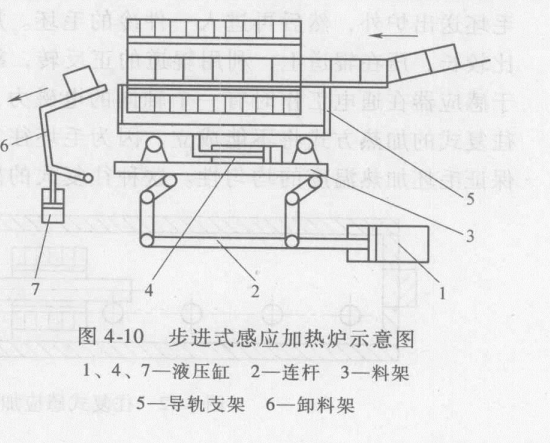
그림 4-10은 단계적 유도 가열로의 개략도로서 점진적 가열이며 공급 시간은 생산 속도에 의해 결정됩니다. 이러한 종류의 스테핑 유도 가열로의 인덕터에 있는 코일을 통과하는 두 쌍의 독립적인 수냉식 가이드 레일이 있습니다. 블랭크는 동시에 앞으로 이동하여 스테핑 동작을 형성합니다. 즉, 재료를 공급해야 할 때 유압 실린더 1이 오른쪽으로 당겨 커넥팅로드 3를 통해 재료 랙 2을 들어 올리면 다른 유압 실린더 4가 이동하여 가이드 레일 브래킷 5를 밀어 길이를 이동합니다. 왼쪽의 공백. 이때, 유압실린더 실린더(1)를 왼쪽으로 밀고, 재료랙(3)을 떨어뜨리고, 고정된 수냉식 가이드레일에 블랭크를 놓고, 가이드레일 브라켓(5)이 오른쪽으로 이동하여 원위치로 복귀한다. 먹이를 주는 동작을 완료하기 위한 원래 위치. 필요한 온도까지 가열된 블랭크가 언로딩랙(6)으로 보내지면 유압실린더(7)가 언로딩랙(6)을 회전시키는 역할을 하여 블랭크를 아래로 미끄러지게 하여 다음 공정으로 보낸다. 블랭크가 들어 올려져 움직이기 때문에 블랭크와 수냉식 가이드 레일 사이의 마찰이 방지됩니다. 그러나 이러한 단계별 급전 구조는 이동식 수냉식 가이드 레일로 인해 블랭크와 인덕션 코일 사이의 간격을 증가시키고 인덕터의 가열 효율 및 역률을 감소시킨다. 그리고 움직일 수 있는 수냉식 가이드 레일이 모든 블랭크를 들어올릴 것이기 때문에 인덕터의 길이는 너무 길지 않아야 하며 일반적으로 Im보다 크지 않아야 합니다. 긴 인덕터의 경우 여러 개의 분할된 인덕터로 설계하여 이동식 수냉식 가이드 레일을 지지하는 브래킷이 센서 사이에 설정되어야 합니다. 그렇지 않으면 이동식 수냉식 가이드 레일이 블랭크의 무게로 인해 구부러질 수 있습니다. 그것이 제기 될 때. 이 단계별 유도 가열 방식은 더 큰 직경의 블랭크 가열에 적합하며 일반적으로 직경 80mm 이상의 블랭크에 사용됩니다. 더 작은 직경의 블랭크는 구조가 더 복잡하고 비용이 상대적으로 높기 때문에 이러한 종류의 보행 유도 가열로 구조를 사용할 필요가 없습니다. 직접 공급 방식의 유도 가열로만큼 편리하고 경제적이지 않습니다.