- 22
- Aug
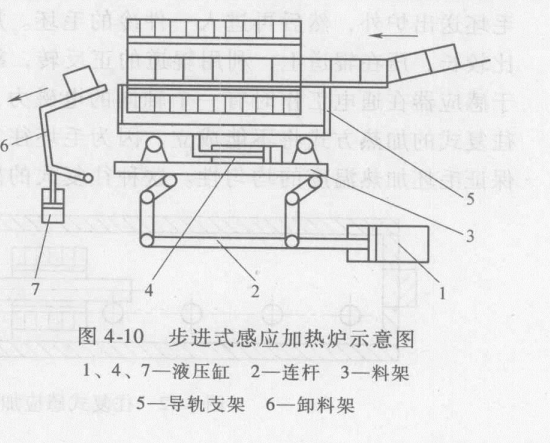
Walking induktionsvärmeugn
Figur 4-10 är ett schematiskt diagram av en steg-för-steg induktionsvärmeugn, som är en gradvis uppvärmning, och matningstiden bestäms av produktionshastigheten. Det finns två par oberoende vattenkylda styrskenor som passerar genom spolen i induktorn i denna typ av stegvis induktionsvärmeugn. Ämnet rör sig samtidigt framåt för att bilda en stegande handling. Det vill säga när materialet behöver matas, drar hydraulcylindern 1 åt höger för att lyfta materialstället 3 genom vevstaken 2, och sedan rör sig den andra hydraulcylindern 4 för att trycka styrskenefästet 5 för att flytta längden av ett tomt till vänster. Vid denna tidpunkt skjuts hydraulcylindern. Cylindern 1 skjuts åt vänster, materialstället 3 tappas, ämnet placeras på den fasta vattenkylda styrskenan och styrskenans fäste 5 rör sig åt höger för att återgå till ursprungsposition för att slutföra en matningsåtgärd. När ämnet som har värmts upp för att nå den önskade temperaturen skickas till avlastningsstället 6, verkar hydraulcylindern 7 för att rotera avlastningsstället 6 för att få ämnet att glida ned och skicka det till nästa process. Eftersom ämnet lyfts och flyttas undviks friktionen mellan ämnet och den vattenkylda styrskenan. Denna steg-för-steg-matningsstruktur, på grund av den rörliga vattenkylda styrskenan, ökar emellertid gapet mellan ämnet och induktionsspolen och minskar induktorns uppvärmningseffektivitet och effektfaktor. Och eftersom den rörliga vattenkylda styrskenan kommer att lyfta upp alla ämnen, bör längden på induktorn inte vara för lång, i allmänhet inte mer än Im. För långa induktorer bör den utformas som flera segmenterade induktorer, så att ett fäste som stöder den rörliga vattenkylda styrskenan bör sättas mellan sensorerna, annars kan den rörliga vattenkylda styrskenan böjas på grund av ämnets vikt när den är upphöjd. Denna steg-för-steg induktionsuppvärmningsmetod är lämplig för uppvärmning av ämnen med större diametrar och används vanligtvis för ämnen med en diameter på mer än 80 mm. Ämnen med mindre diameter behöver inte använda denna typ av induktionsvärmeugnsstruktur, eftersom strukturen är mer komplicerad och kostnaden är relativt hög. Det är inte lika bekvämt och ekonomiskt som induktionsvärmeugnen med direktmatningsmetod.