- 22
- Aug
Жөө индукциялык жылытуу меши
басып дарстарында жана жылытуучу меш
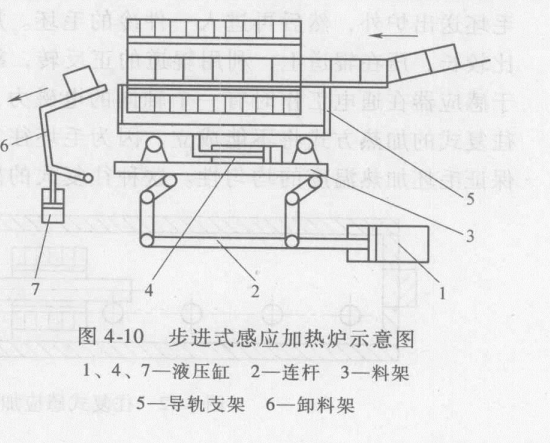
4-10-сүрөт – кадамдык индукциялык жылытуу мешинин схемалык схемасы, ал акырындык менен жылытылат жана азыктандыруу убактысы өндүрүштүн ылдамдыгы менен аныкталат. Мындай кадамдуу индукциялык жылытуу мешинин индукторундагы катушка аркылуу эки жуп көз карандысыз суу менен муздатылган жетектөөчү рельстер бар. Бланк бир эле учурда алдыга жылып, кадам таштоо аракетин түзөт. Башкача айтканда, материалды азыктандыруу керек болгондо, гидравликалык цилиндр 1 материалдык стеллажды 3 шатун 2 аркылуу көтөрүү үчүн оңго тартат, андан кийин башка гидроцилиндр 4 узундугун жылдыруу үчүн жетектөөчү рельс кронштейнин 5 түртүп жылат. солго боштуктун. Бул учурда гидроцилиндр Цилиндр 1 солго түртүлөт, материалдык стеллаж 3 түшүрүлөт, бланк суу менен муздатылган жетектөөчү рельске коюлат, ал эми жетектөөчү рельс кронштейни 5 оңго жылып, артка кайтышат. тамактандыруу аракетин аяктоо үчүн баштапкы абал. Керектүү температурага чейин ысытылган бланка түшүрүүчү стеллажга 6 жөнөтүлгөндө, гидроцилиндр 7 жүк түшүрүүчү стеллажды 6 айлантып, бланканы ылдый жылдырып, кийинки процесске жөнөтөт. Бланка көтөрүлүп, жылдырылгандыктан, бланк менен суу менен муздатылган жетектөөчү рельстин ортосундагы сүрүлүүдөн сактайт. Бирок, бул этап-этабы менен азыктандыруу түзүмү, кыймылдуу суу менен муздатылган жетектөөчү рельстин эсебинен, бланк менен индукциялык катушканын ортосундагы боштукту көбөйтөт жана индуктордун жылытуу эффективдүүлүгүн жана кубаттуулугун төмөндөтөт. Ал эми суу менен муздатылган кыймылдуу рельс бардык бланктарды көтөрө тургандыктан, индуктордун узундугу өтө узун болбошу керек, жалпысынан Im ашпашы керек. Узун индукторлор үчүн ал бир нече сегменттелген индукторлор катары иштелип чыгышы керек, ошондуктан сенсорлордун ортосуна кыймылдуу суу менен муздатылган багыттоочу рельсти колдогон кронштейн орнотулушу керек, антпесе кыймылдуу суу менен муздатылган жетектөөчү рельс бланктын салмагынан улам ийилип калышы мүмкүн. ал көтөрүлгөндө. Бул этап-этабы менен индукциялык жылытуу ыкмасы чоңураак диаметрдеги бланктарды жылытуу үчүн ылайыктуу жана көбүнчө диаметри 80 ммден ашкан бланкалар үчүн колдонулат. Кичирээк диаметри бланктар структурасы татаал жана баасы салыштырмалуу жогору, анткени, басуу индукциялык жылытуу мешинин түзүлүшүн колдонуунун кереги жок. Бул түздөн-түз азыктандыруу ыкмасы менен индукциялык жылытуу меши сыяктуу ыңгайлуу жана үнөмдүү эмес.