
- 22
- Jul
የሞተር rotor ኢንዳክሽን ማሞቂያ መሳሪያዎች እና ዘንግ ማሞቂያ ጃኬት
- 22
- ጁላ
- 22
- ጁላ
ሞተር rotor የማሞቂያ መሳሪያዎች እና ዘንግ ማሞቂያ ጃኬት
የሞተር ዘንግ የሌለው ሮተር ከሲሊኮን አረብ ብረቶች የተሰራ እና በአሉሚኒየም ፈሳሽ ወደ ሙሉ ፈሰሰ. በተወሰነ የሙቀት መጠን ከተሞቀ በኋላ, በተቀነባበረው ዘንግ ላይ በሙቀት የተሸፈነ ነው. ከቀዝቃዛ በኋላ, ዘንግ የሌለው rotor ከግንዱ ጋር አንድ ላይ ተስተካክሎ አይጥ ይሆናል. Cage rotor.
ቀደም ባሉት ጊዜያት አብዛኞቹ የማምረቻ ፋብሪካዎች ዘንግ የሌላቸውን rotors ለማሞቅ የነበልባል እቶን ወይም የመቋቋም እቶን ይጠቀሙ ነበር። የማሞቂያ ጥራትን እና ምርታማነትን ለማሻሻል እና የኃይል ፍጆታን እና የምርት ወጪዎችን ለመቀነስ, ለዘንግ-አልባ ሮተሮች ኢንዳክሽን ማሞቂያ መሳሪያዎች ተዘጋጅተው የተሻለ ውጤት አግኝተዋል. ጥሩ ውጤት, አሁን በምርት ውስጥ ጥቅም ላይ ይውላል
የአሁኑ ድግግሞሽ የሚመረጠው በዘንግ-አልባው የ rotor ዲያሜትር መሠረት ነው። ለአጠቃላይ ሞተር ዘንግ-አልባ rotor ፣ የኃይል ፍሪኩዌንሲ ኢንዳክሽን ማሞቂያ መሳሪያዎች ለትልቅ ዲያሜትር ጥቅም ላይ ይውላሉ ። ለአነስተኛ ሞተር ዘንግ-አልባ ሮተሮች መካከለኛ ድግግሞሽ ኢንዳክሽን ማሞቂያ መሳሪያዎች ጥቅም ላይ ይውላሉ. ምስል 12-24 ሙሉ ለሙሉ ዘንግ የሌለው የ rotor ኃይል ድግግሞሽ ኢንዳክሽን ማሞቂያ መሳሪያዎችን ያሳያል, ይህም የኃይል ፍሪኩዌንሲ ኢንዳክሽን ማሞቂያ መሳሪያዎችን, የኃይል ካቢኔቶችን እና የኤሌክትሪክ ካቢኔቶችን ያካትታል.
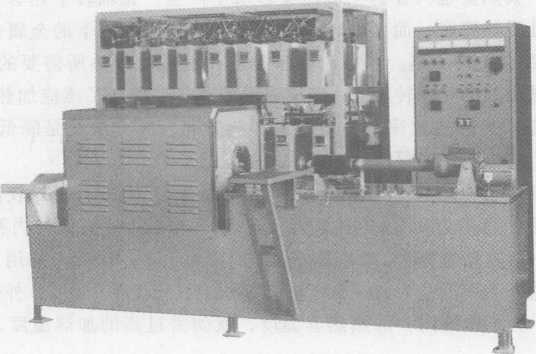
ምስል 12-24 Shaftless rotor powerfrequency ማሞቂያ የተሟሉ መሳሪያዎች
1. ዘንግ የሌለው የ rotor ሙቅ እጅጌ ዘንግ የሂደት መለኪያዎች
የማዕድን ጉድጓድ rotor ሙቅ እጅጌ የማዕድን ጉድጓድ ሂደት በዋናነት የማዕድን ጉድጓድ rotor ያለውን ማሞቂያ ሙቀት ለመወሰን ያለውን የማዕድን ጉድጓድ እና የማዕድን ጉድጓድ መካከል ያለውን ከፍተኛው ጣልቃ ላይ የተመሠረተ ነው. ዝቅተኛው የሙቀት መጠን (ያለ) H — – ዘንግ እና ከፍተኛው ጣልቃገብነት በሾለኛው የ rotor (ሚሜ) ውስጣዊ ዲያሜትር መካከል; D — – ዘንግ የሌለው የ rotor (ሚሜ) ውስጣዊ ዲያሜትር; K——የሲሊኮን ብረት ሉህ መስመራዊ ማስፋፊያ. K= (11 ~13) 10-6
ዘንጉ ላይ ያለውን የማዕድን ጉድጓድ rotor ያለውን ሙቀት እጅጌ ለማመቻቸት, እና መለያ ወደ ሙቀት እጅጌው ሂደት ወቅት የሙቀት ቅነሳ መውሰድ, የማዕድን ጉድጓድ rotor ያለውን ማሞቂያ ሙቀት ዝቅተኛ የሙቀት መጠን በላይ ዲግሪ በደርዘን መሆን አለበት, ላይ በመመስረት. ልዩ ሁኔታው.
2. የኢንደክሽን ማሞቂያ መሳሪያዎች ወቅታዊ ድግግሞሽ ምርጫ
የ workpiece induction ማሞቂያ መሳሪያዎች ውጤታማነት በመሠረቱ የአሁኑ ድግግሞሽ ትክክለኛ ምርጫ ይወሰናል. የወቅቱ p የመግቢያ ጥልቀት – የሥራው ክፍል የመቋቋም ችሎታ (ft • ሴሜ); ረ – የሥራው ክፍል አንጻራዊ ቅልጥፍና;
ይህ resistivity p እና workpiece መካከል አንጻራዊ permeability ቋሚ ናቸው ጊዜ, የአሁኑ ድግግሞሽ f ሲጨምር, workpiece ላይ የአሁኑ ዘልቆ ጥልቀት ያነሰ እና ያነሰ ይሆናል, ከላይ ቀመር ጀምሮ ሊታይ ይችላል. በአጠቃላይ የሚፈጠረው ጅረት የሚፈሰው አሁን ባለው ውስጠ-ንብርብር ውስጥ ብቻ እንደሆነ ይታመናል, እና ሙቀቱ የሚመነጨው በዚህ የንብርብር ንብርብር ውስጥ ብቻ ነው. Shaftless rotor አማቂ እጅጌ የማዕድን ጉድጓድ ያለውን የማዕድን ጉድጓድ rotor ያለውን ውስጣዊ ቀዳዳ thermally እንዲስፋፋ ይጠይቃል, እና የማዕድን ጉድጓድ rotor ውስጥ የአሁኑ ዘልቆ ጥልቀት በታች ብረት ብቻ thermally conductive መንገድ ውስጥ የጦፈ ንብርብር ከ ሊሞቅ ይችላል. የአሁኑ ድግግሞሽ ከፍ ባለበት ጊዜ እንዲህ ላለው የሙቀት ማስተላለፊያ የሚፈጀው ጊዜ ይረዝማል, ይህም በሙቀት ዘንግ የሌለው rotor ወደ አካባቢው የሚሰራጨውን ሙቀት ይጨምራል, እና የኢንደክሽን ማሞቂያ መሳሪያውን የሙቀት መጠን ይቀንሳል. የኢንደክሽን ማሞቂያ መሳሪያዎችን የሙቀት ቅልጥፍና ለማሻሻል, የማሞቂያ ጊዜ ማሳጠር አለበት. ዘዴው የአሁኑን ድግግሞሽ ለመቀነስ እና አሁን ያለውን የመግቢያ ጥልቀት በስራው ላይ ለመጨመር ነው.
ዘንግ የሌለው የ rotor የሲሊኮን ብረት ሉህ ጥሩ መግነጢሳዊ መግነጢሳዊ ችሎታ ስላለው አንጻራዊ የመተጣጠፍ ችሎታው ከፍ ያለ ነው, እና አሁን ያለው የመግቢያ ጥልቀት ትንሽ ነው. ዘንግ የሌለው rotor በ 1000Hz ጅረት ሲሞቅ በውጫዊው ወለል እና በውስጣዊው ቀዳዳ መካከል ያለው የሙቀት ልዩነት 100 -150 ^ ማለትም የውስጠኛው ቀዳዳ 250Y ሲሆን የውጪው ወለል ሙቀት 350-400 ኒል ነው. ለምሳሌ, የኃይል ፍሪኩዌንሲ የአሁኑ ኢንዳክሽን ማሞቂያ ጥቅም ላይ ከዋለ, በውስጣዊ እና ውጫዊ ገጽታዎች መካከል ያለው የሙቀት ልዩነት 20 ~ 50 ርዝመት ነው. የውስጠኛው ቀዳዳ ሙቀት 250Y ከሆነ እና የውጪው ገጽ የሙቀት መጠን 270 ~ 300 ^ o ከሆነ, ተመሳሳይ የማሞቂያ ጃኬት ሙቀትን ለማግኘት የሙቀት ሙቀት በጣም ከፍተኛ ነው. ኃይልን ለመቆጠብ ተስማሚ.