
- 22
- Jul
Motor rotor induction heating equipment and shaft heating jacket
- 22
- Jul
- 22
- Jul
Motar rotor induction dumama kayan aiki and shaft heating jacket
The shaftless rotor of the motor is made of silicon steel sheets and poured into a whole with aluminum liquid. After being heated to a certain temperature, it is heat-sleeved on the processed shaft. After cooling, the shaftless rotor is fixed together with the shaft to become a mouse. Cage rotor.
In the past, most manufacturing plants used flame furnaces or resistance furnaces to heat shaftless rotors. In order to improve heating quality and productivity, and reduce power consumption and production costs, induction heating equipment for shaftless rotors was developed and achieved better results. Good results, now used in production
The frequency of the current is selected according to the diameter of the shaftless rotor. For the shaftless rotor of a general motor, power frequency induction heating equipment is used for its larger diameter; for small motor shaftless rotors, intermediate frequency induction heating equipment is used. Figure 12-24 shows a complete set of shaftless rotor power frequency induction heating equipment, including power frequency induction heating equipment, power cabinets, and electrical cabinets.
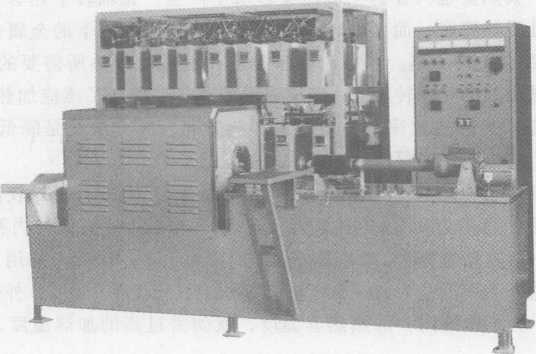
Figure 12-24 Shaftless rotor power frequency heating complete equipment
1. Process parameters of shaftless rotor hot sleeve shaft
The process of shaftless rotor hot sleeve shaft is mainly based on the maximum interference between the shaft and the inner hole of the shaftless rotor to determine the heating temperature of the shaftless rotor. The minimum heating temperature (without) is where H——shaft and The maximum interference between the inner diameter of the shaftless rotor (mm); D——the inner diameter of the shaftless rotor (mm); K——the linear expansion coefficient of the silicon steel sheet. K= (11 ~13) 10-6
In order to facilitate the heat sleeve of the shaftless rotor on the shaft, and to take into account the temperature reduction during the heat sleeve process, the heating temperature of the shaftless rotor should be dozens of degrees higher than the minimum heating temperature, depending on the specific situation.
2. Selection of current frequency of induction heating equipment
The efficiency of the workpiece induction heating equipment is basically determined by the correct selection of the current frequency. The penetration depth of the current p—the resistivity of the work piece (ft • cm); f—the relative permeability of the work piece;
It can be seen from the above formula that when the resistivity p and relative permeability of the workpiece are constant, as the current frequency f increases, the penetration depth of the current on the workpiece becomes smaller and smaller. It is generally believed that the induced current flows only in the current penetrating layer, and its heat is only generated in this current penetrating layer. Shaftless rotor thermal sleeve shaft requires the inner hole of the shaftless rotor to be thermally expanded, and the metal below the current penetration depth in the shaftless rotor can only be heated from the heated layer in a thermally conductive manner. When the current frequency is higher, the time required for such heat transfer is longer, which increases the heat dissipated into the surrounding medium by the heated shaftless rotor, and reduces the thermal efficiency of the induction heating device. In order to improve the thermal efficiency of induction heating equipment, the heating time must be shortened. The method is to reduce the current frequency and increase the current penetration depth on the workpiece.
Since the silicon steel sheet of the shaftless rotor has good magnetic permeability, its relative permeability is high, and its current penetration depth is small. When the shaftless rotor is heated with 1000Hz current, the temperature difference between the outer surface and the inner hole is 100 -150^, that is, when the inner hole is 250Y, the temperature of the outer surface is 350-400 nil. For example, if power frequency current induction heating is used, the temperature difference between the inner and outer surfaces is 20~50long. If the inner hole temperature is 250Y and the outer surface temperature is 270~300^o, the heating temperature is too high in order to achieve the same heating jacket temperature. Conducive to saving power.