
- 22
- Jul
ਮੋਟਰ ਰੋਟਰ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਉਪਕਰਣ ਅਤੇ ਸ਼ਾਫਟ ਹੀਟਿੰਗ ਜੈਕਟ
- 22
- ਜੁਲਾਈ
- 22
- ਜੁਲਾਈ
ਮੋਟਰ ਰੋਟਰ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਉਪਕਰਣ ਅਤੇ ਸ਼ਾਫਟ ਹੀਟਿੰਗ ਜੈਕਟ
ਮੋਟਰ ਦਾ ਸ਼ਾਫਟ ਰਹਿਤ ਰੋਟਰ ਸਿਲੀਕਾਨ ਸਟੀਲ ਸ਼ੀਟਾਂ ਦਾ ਬਣਿਆ ਹੁੰਦਾ ਹੈ ਅਤੇ ਐਲੂਮੀਨੀਅਮ ਤਰਲ ਨਾਲ ਪੂਰੇ ਵਿੱਚ ਡੋਲ੍ਹਿਆ ਜਾਂਦਾ ਹੈ। ਇੱਕ ਨਿਸ਼ਚਿਤ ਤਾਪਮਾਨ ‘ਤੇ ਗਰਮ ਕੀਤੇ ਜਾਣ ਤੋਂ ਬਾਅਦ, ਇਸਨੂੰ ਪ੍ਰੋਸੈਸਡ ਸ਼ਾਫਟ ‘ਤੇ ਹੀਟ-ਸਲੀਵ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਠੰਡਾ ਹੋਣ ਤੋਂ ਬਾਅਦ, ਸ਼ਾਫਟ ਰਹਿਤ ਰੋਟਰ ਨੂੰ ਮਾਊਸ ਬਣਨ ਲਈ ਸ਼ਾਫਟ ਦੇ ਨਾਲ ਫਿਕਸ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਪਿੰਜਰੇ ਰੋਟਰ.
ਅਤੀਤ ਵਿੱਚ, ਜ਼ਿਆਦਾਤਰ ਨਿਰਮਾਣ ਪਲਾਂਟ ਸ਼ਾਫਟ ਰਹਿਤ ਰੋਟਰਾਂ ਨੂੰ ਗਰਮ ਕਰਨ ਲਈ ਲਾਟ ਭੱਠੀਆਂ ਜਾਂ ਵਿਰੋਧ ਭੱਠੀਆਂ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਸਨ। ਹੀਟਿੰਗ ਦੀ ਗੁਣਵੱਤਾ ਅਤੇ ਉਤਪਾਦਕਤਾ ਵਿੱਚ ਸੁਧਾਰ ਕਰਨ ਲਈ, ਅਤੇ ਬਿਜਲੀ ਦੀ ਖਪਤ ਅਤੇ ਉਤਪਾਦਨ ਲਾਗਤਾਂ ਨੂੰ ਘਟਾਉਣ ਲਈ, ਸ਼ਾਫਟ ਰਹਿਤ ਰੋਟਰਾਂ ਲਈ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਉਪਕਰਣ ਵਿਕਸਿਤ ਕੀਤੇ ਗਏ ਸਨ ਅਤੇ ਬਿਹਤਰ ਨਤੀਜੇ ਪ੍ਰਾਪਤ ਕੀਤੇ ਗਏ ਸਨ। ਚੰਗੇ ਨਤੀਜੇ, ਹੁਣ ਉਤਪਾਦਨ ਵਿੱਚ ਵਰਤਿਆ ਗਿਆ ਹੈ
ਕਰੰਟ ਦੀ ਬਾਰੰਬਾਰਤਾ ਸ਼ਾਫਟ ਰਹਿਤ ਰੋਟਰ ਦੇ ਵਿਆਸ ਦੇ ਅਨੁਸਾਰ ਚੁਣੀ ਜਾਂਦੀ ਹੈ। ਇੱਕ ਆਮ ਮੋਟਰ ਦੇ ਸ਼ਾਫਟ ਰਹਿਤ ਰੋਟਰ ਲਈ, ਪਾਵਰ ਫ੍ਰੀਕੁਐਂਸੀ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਉਪਕਰਣ ਇਸਦੇ ਵੱਡੇ ਵਿਆਸ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ; ਛੋਟੇ ਮੋਟਰ ਸ਼ਾਫਟ ਰਹਿਤ ਰੋਟਰਾਂ ਲਈ, ਵਿਚਕਾਰਲੇ ਬਾਰੰਬਾਰਤਾ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਉਪਕਰਣ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ। ਚਿੱਤਰ 12-24 ਸ਼ਾਫਟ ਰਹਿਤ ਰੋਟਰ ਪਾਵਰ ਫ੍ਰੀਕੁਐਂਸੀ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਉਪਕਰਣਾਂ ਦਾ ਇੱਕ ਪੂਰਾ ਸੈੱਟ ਦਿਖਾਉਂਦਾ ਹੈ, ਜਿਸ ਵਿੱਚ ਪਾਵਰ ਫ੍ਰੀਕੁਐਂਸੀ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਉਪਕਰਣ, ਪਾਵਰ ਅਲਮਾਰੀਆਂ, ਅਤੇ ਇਲੈਕਟ੍ਰੀਕਲ ਅਲਮਾਰੀਆਂ ਸ਼ਾਮਲ ਹਨ।
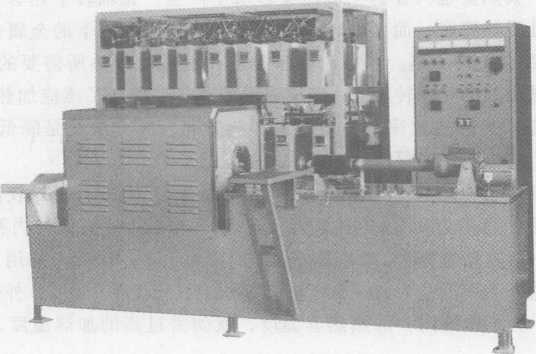
ਚਿੱਤਰ 12-24 ਸ਼ਾਫਟ ਰਹਿਤ ਰੋਟਰ ਪਾਵਰ ਬਾਰੰਬਾਰਤਾ ਹੀਟਿੰਗ ਪੂਰਾ ਉਪਕਰਣ
1. ਸ਼ਾਫਟ ਰਹਿਤ ਰੋਟਰ ਹੌਟ ਸਲੀਵ ਸ਼ਾਫਟ ਦੇ ਪ੍ਰਕਿਰਿਆ ਮਾਪਦੰਡ
ਸ਼ਾਫਟ ਰਹਿਤ ਰੋਟਰ ਹਾਟ ਸਲੀਵ ਸ਼ਾਫਟ ਦੀ ਪ੍ਰਕਿਰਿਆ ਮੁੱਖ ਤੌਰ ‘ਤੇ ਸ਼ਾਫਟ ਰਹਿਤ ਰੋਟਰ ਦੇ ਹੀਟਿੰਗ ਤਾਪਮਾਨ ਨੂੰ ਨਿਰਧਾਰਤ ਕਰਨ ਲਈ ਸ਼ਾਫਟ ਅਤੇ ਸ਼ਾਫਟ ਰਹਿਤ ਰੋਟਰ ਦੇ ਅੰਦਰੂਨੀ ਮੋਰੀ ਦੇ ਵਿਚਕਾਰ ਵੱਧ ਤੋਂ ਵੱਧ ਦਖਲਅੰਦਾਜ਼ੀ ‘ਤੇ ਅਧਾਰਤ ਹੈ। ਘੱਟੋ-ਘੱਟ ਹੀਟਿੰਗ ਤਾਪਮਾਨ (ਬਿਨਾਂ) ਉਹ ਹੈ ਜਿੱਥੇ H——ਸ਼ਾਫਟ ਅਤੇ ਸ਼ਾਫਟ ਰਹਿਤ ਰੋਟਰ (mm) ਦੇ ਅੰਦਰਲੇ ਵਿਆਸ ਵਿਚਕਾਰ ਵੱਧ ਤੋਂ ਵੱਧ ਦਖਲਅੰਦਾਜ਼ੀ; D—— ਸ਼ੈਫਟ ਰਹਿਤ ਰੋਟਰ (mm) ਦਾ ਅੰਦਰਲਾ ਵਿਆਸ; K——ਸਿਲਿਕਨ ਸਟੀਲ ਸ਼ੀਟ ਦਾ ਰੇਖਿਕ ਵਿਸਤਾਰ ਗੁਣਾਂਕ। ਕੇ = (11 ~ 13) 10-6
ਸ਼ਾਫਟ ‘ਤੇ ਸ਼ਾਫਟ ਰਹਿਤ ਰੋਟਰ ਦੀ ਹੀਟ ਸਲੀਵ ਦੀ ਸਹੂਲਤ ਲਈ, ਅਤੇ ਹੀਟ ਸਲੀਵ ਪ੍ਰਕਿਰਿਆ ਦੇ ਦੌਰਾਨ ਤਾਪਮਾਨ ਵਿੱਚ ਕਮੀ ਨੂੰ ਧਿਆਨ ਵਿੱਚ ਰੱਖਣ ਲਈ, ਸ਼ਾਫਟ ਰਹਿਤ ਰੋਟਰ ਦਾ ਹੀਟਿੰਗ ਤਾਪਮਾਨ ਘੱਟੋ ਘੱਟ ਹੀਟਿੰਗ ਤਾਪਮਾਨ ਤੋਂ ਦਰਜਨਾਂ ਡਿਗਰੀ ਵੱਧ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ, ਇਸ ‘ਤੇ ਨਿਰਭਰ ਕਰਦਾ ਹੈ. ਖਾਸ ਸਥਿਤੀ.
2. ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਉਪਕਰਣ ਦੀ ਮੌਜੂਦਾ ਬਾਰੰਬਾਰਤਾ ਦੀ ਚੋਣ
ਵਰਕਪੀਸ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਉਪਕਰਣ ਦੀ ਕੁਸ਼ਲਤਾ ਅਸਲ ਵਿੱਚ ਮੌਜੂਦਾ ਬਾਰੰਬਾਰਤਾ ਦੀ ਸਹੀ ਚੋਣ ਦੁਆਰਾ ਨਿਰਧਾਰਤ ਕੀਤੀ ਜਾਂਦੀ ਹੈ. ਮੌਜੂਦਾ p ਦੀ ਪ੍ਰਵੇਸ਼ ਡੂੰਘਾਈ — ਵਰਕ ਪੀਸ ਦੀ ਪ੍ਰਤੀਰੋਧਕਤਾ (ft • cm); f—ਕੰਮ ਦੇ ਟੁਕੜੇ ਦੀ ਅਨੁਸਾਰੀ ਪਾਰਦਰਸ਼ੀਤਾ;
ਉਪਰੋਕਤ ਫਾਰਮੂਲੇ ਤੋਂ ਇਹ ਦੇਖਿਆ ਜਾ ਸਕਦਾ ਹੈ ਕਿ ਜਦੋਂ ਵਰਕਪੀਸ ਦੀ ਪ੍ਰਤੀਰੋਧਕਤਾ p ਅਤੇ ਸਾਪੇਖਿਕ ਪਾਰਦਰਸ਼ੀਤਾ ਸਥਿਰ ਹੁੰਦੀ ਹੈ, ਜਿਵੇਂ ਕਿ ਮੌਜੂਦਾ ਬਾਰੰਬਾਰਤਾ f ਵਧਦੀ ਹੈ, ਵਰਕਪੀਸ ਉੱਤੇ ਕਰੰਟ ਦੀ ਪ੍ਰਵੇਸ਼ ਡੂੰਘਾਈ ਛੋਟੀ ਅਤੇ ਛੋਟੀ ਹੁੰਦੀ ਜਾਂਦੀ ਹੈ। ਇਹ ਆਮ ਤੌਰ ‘ਤੇ ਮੰਨਿਆ ਜਾਂਦਾ ਹੈ ਕਿ ਪ੍ਰੇਰਿਤ ਕਰੰਟ ਸਿਰਫ ਮੌਜੂਦਾ ਪ੍ਰਵੇਸ਼ ਪਰਤ ਵਿੱਚ ਹੀ ਵਹਿੰਦਾ ਹੈ, ਅਤੇ ਇਸਦੀ ਤਾਪ ਸਿਰਫ ਇਸ ਮੌਜੂਦਾ ਪ੍ਰਵੇਸ਼ ਪਰਤ ਵਿੱਚ ਹੀ ਪੈਦਾ ਹੁੰਦੀ ਹੈ। ਸ਼ਾਫਟ ਰਹਿਤ ਰੋਟਰ ਥਰਮਲ ਸਲੀਵ ਸ਼ਾਫਟ ਲਈ ਸ਼ਾਫਟ ਰਹਿਤ ਰੋਟਰ ਦੇ ਅੰਦਰਲੇ ਮੋਰੀ ਨੂੰ ਥਰਮਲ ਤੌਰ ‘ਤੇ ਫੈਲਾਉਣ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ, ਅਤੇ ਸ਼ਾਫਟ ਰਹਿਤ ਰੋਟਰ ਵਿੱਚ ਮੌਜੂਦਾ ਪ੍ਰਵੇਸ਼ ਡੂੰਘਾਈ ਤੋਂ ਹੇਠਾਂ ਦੀ ਧਾਤ ਨੂੰ ਸਿਰਫ ਥਰਮਲ ਸੰਚਾਲਕ ਢੰਗ ਨਾਲ ਗਰਮ ਕੀਤੀ ਪਰਤ ਤੋਂ ਗਰਮ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ। ਜਦੋਂ ਮੌਜੂਦਾ ਬਾਰੰਬਾਰਤਾ ਵੱਧ ਹੁੰਦੀ ਹੈ, ਤਾਂ ਅਜਿਹੇ ਹੀਟ ਟ੍ਰਾਂਸਫਰ ਲਈ ਲੋੜੀਂਦਾ ਸਮਾਂ ਲੰਬਾ ਹੁੰਦਾ ਹੈ, ਜੋ ਗਰਮ ਸ਼ਾਫਟ ਰਹਿਤ ਰੋਟਰ ਦੁਆਰਾ ਆਲੇ ਦੁਆਲੇ ਦੇ ਮਾਧਿਅਮ ਵਿੱਚ ਫੈਲਣ ਵਾਲੀ ਗਰਮੀ ਨੂੰ ਵਧਾਉਂਦਾ ਹੈ, ਅਤੇ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਡਿਵਾਈਸ ਦੀ ਥਰਮਲ ਕੁਸ਼ਲਤਾ ਨੂੰ ਘਟਾਉਂਦਾ ਹੈ। ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਉਪਕਰਣਾਂ ਦੀ ਥਰਮਲ ਕੁਸ਼ਲਤਾ ਵਿੱਚ ਸੁਧਾਰ ਕਰਨ ਲਈ, ਹੀਟਿੰਗ ਦਾ ਸਮਾਂ ਛੋਟਾ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ। ਵਿਧੀ ਮੌਜੂਦਾ ਬਾਰੰਬਾਰਤਾ ਨੂੰ ਘਟਾਉਣ ਅਤੇ ਵਰਕਪੀਸ ‘ਤੇ ਮੌਜੂਦਾ ਪ੍ਰਵੇਸ਼ ਡੂੰਘਾਈ ਨੂੰ ਵਧਾਉਣਾ ਹੈ।
ਕਿਉਂਕਿ ਸ਼ਾਫਟ ਰਹਿਤ ਰੋਟਰ ਦੀ ਸਿਲੀਕੋਨ ਸਟੀਲ ਸ਼ੀਟ ਵਿੱਚ ਚੰਗੀ ਚੁੰਬਕੀ ਪਾਰਦਰਸ਼ਤਾ ਹੈ, ਇਸਦੀ ਸਾਪੇਖਿਕ ਪਾਰਦਰਸ਼ਤਾ ਉੱਚ ਹੈ, ਅਤੇ ਇਸਦੀ ਮੌਜੂਦਾ ਪ੍ਰਵੇਸ਼ ਡੂੰਘਾਈ ਘੱਟ ਹੈ। ਜਦੋਂ ਸ਼ਾਫਟ ਰਹਿਤ ਰੋਟਰ ਨੂੰ 1000Hz ਕਰੰਟ ਨਾਲ ਗਰਮ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਬਾਹਰੀ ਸਤ੍ਹਾ ਅਤੇ ਅੰਦਰਲੇ ਮੋਰੀ ਵਿਚਕਾਰ ਤਾਪਮਾਨ ਦਾ ਅੰਤਰ 100 -150^ ਹੁੰਦਾ ਹੈ, ਯਾਨੀ ਜਦੋਂ ਅੰਦਰਲਾ ਮੋਰੀ 250Y ਹੁੰਦਾ ਹੈ, ਬਾਹਰੀ ਸਤ੍ਹਾ ਦਾ ਤਾਪਮਾਨ 350-400 ਨੀਲ ਹੁੰਦਾ ਹੈ। ਉਦਾਹਰਨ ਲਈ, ਜੇਕਰ ਪਾਵਰ ਫ੍ਰੀਕੁਐਂਸੀ ਮੌਜੂਦਾ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਤਾਂ ਅੰਦਰੂਨੀ ਅਤੇ ਬਾਹਰੀ ਸਤਹਾਂ ਵਿਚਕਾਰ ਤਾਪਮਾਨ ਦਾ ਅੰਤਰ 20~50 ਲੰਬਾ ਹੁੰਦਾ ਹੈ। ਜੇਕਰ ਅੰਦਰੂਨੀ ਮੋਰੀ ਦਾ ਤਾਪਮਾਨ 250Y ਹੈ ਅਤੇ ਬਾਹਰੀ ਸਤਹ ਦਾ ਤਾਪਮਾਨ 270~300^o ਹੈ, ਤਾਂ ਉਸੇ ਹੀਟਿੰਗ ਜੈਕੇਟ ਦੇ ਤਾਪਮਾਨ ਨੂੰ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਹੀਟਿੰਗ ਦਾ ਤਾਪਮਾਨ ਬਹੁਤ ਜ਼ਿਆਦਾ ਹੈ। ਬਿਜਲੀ ਬਚਾਉਣ ਲਈ ਅਨੁਕੂਲ.