
- 22
- Jul
Vifaa vya kupokanzwa rotor ya motor na koti ya joto ya shimoni
- 22
- Julai
- 22
- Julai
Rotor ya injini vifaa vya kupokanzwa induction and shaft heating jacket
The shaftless rotor of the motor is made of silicon steel sheets and poured into a whole with aluminum liquid. After being heated to a certain temperature, it is heat-sleeved on the processed shaft. After cooling, the shaftless rotor is fixed together with the shaft to become a mouse. Cage rotor.
Hapo awali, mimea mingi ya utengenezaji ilitumia tanuu za moto au tanuu za upinzani ili joto la rotors zisizo na shimoni. Ili kuboresha ubora wa joto na tija, na kupunguza matumizi ya nguvu na gharama za uzalishaji, vifaa vya kupokanzwa vya induction kwa rotors zisizo na shimoni vilitengenezwa na kupata matokeo bora. Matokeo mazuri, sasa hutumiwa katika uzalishaji
The frequency of the current is selected according to the diameter of the shaftless rotor. For the shaftless rotor of a general motor, power frequency induction heating equipment is used for its larger diameter; for small motor shaftless rotors, intermediate frequency induction heating equipment is used. Figure 12-24 shows a complete set of shaftless rotor power frequency induction heating equipment, including power frequency induction heating equipment, power cabinets, and electrical cabinets.
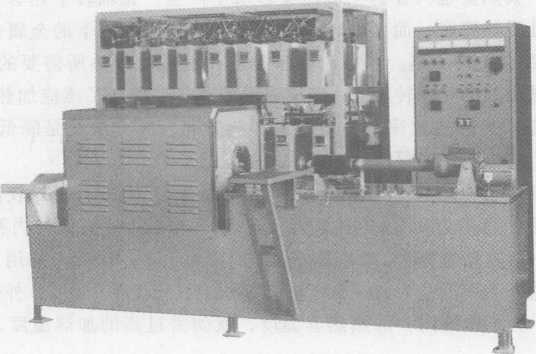
Mchoro 12-24 vifaa vya kupokanzwa kwa mzunguko wa rotor bila shaftless
1. Vigezo vya mchakato wa shimoni la sleeve ya moto ya rotor ya shaftless
The process of shaftless rotor hot sleeve shaft is mainly based on the maximum interference between the shaft and the inner hole of the shaftless rotor to determine the heating temperature of the shaftless rotor. The minimum heating temperature (without) is where H——shaft and The maximum interference between the inner diameter of the shaftless rotor (mm); D——the inner diameter of the shaftless rotor (mm); K——the linear expansion coefficient of the silicon steel sheet. K= (11 ~13) 10-6
Ili kuwezesha sleeve ya joto ya rotor isiyo na shimoni kwenye shimoni, na kuzingatia upunguzaji wa joto wakati wa mchakato wa sleeve ya joto, joto la joto la rotor isiyo na shimoni inapaswa kuwa digrii kadhaa zaidi kuliko joto la chini la joto, kulingana na hali maalum.
2. Uchaguzi wa mzunguko wa sasa wa vifaa vya kupokanzwa induction
Ufanisi wa vifaa vya kupokanzwa vya induction ya workpiece kimsingi imedhamiriwa na uteuzi sahihi wa mzunguko wa sasa. Kina cha kupenya kwa p ya sasa-resistivity ya kazi ya kazi (ft • cm); f-upenyezaji wa jamaa wa kipande cha kazi;
Inaweza kuonekana kutoka kwa formula hapo juu kwamba wakati resistivity p na upenyezaji wa jamaa wa workpiece ni mara kwa mara, kama mzunguko wa sasa f huongezeka, kina cha kupenya cha sasa kwenye workpiece kinakuwa kidogo na kidogo. Kwa ujumla inaaminika kuwa sasa iliyosababishwa inapita tu kwenye safu ya sasa ya kupenya, na joto lake linazalishwa tu katika safu hii ya sasa ya kupenya. Shaft ya sleeve ya joto ya rotor inahitaji shimo la ndani la rotor isiyo na shimoni ili kupanuliwa kwa joto, na chuma chini ya kina cha sasa cha kupenya kwenye rotor isiyo na shimoni inaweza kuwashwa tu kutoka kwa safu ya joto kwa njia ya joto. Wakati mzunguko wa sasa ni wa juu, muda unaohitajika kwa uhamisho huo wa joto ni mrefu zaidi, ambayo huongeza joto lililotolewa kwenye kati inayozunguka na rotor yenye joto isiyo na joto, na hupunguza ufanisi wa joto wa kifaa cha kupokanzwa induction. Ili kuboresha ufanisi wa joto wa vifaa vya kupokanzwa kwa induction, muda wa joto lazima ufupishwe. Njia ni kupunguza mzunguko wa sasa na kuongeza kina cha kupenya sasa kwenye workpiece.
Kwa kuwa karatasi ya chuma ya silicon ya rotor isiyo na shimoni ina upenyezaji mzuri wa sumaku, upenyezaji wake wa jamaa ni wa juu, na kina chake cha sasa cha kupenya ni kidogo. Wakati rotor isiyo na shaft inapokanzwa na sasa ya 1000Hz, tofauti ya joto kati ya uso wa nje na shimo la ndani ni 100 -150 ^, yaani, wakati shimo la ndani ni 250Y, joto la uso wa nje ni 350-400 nil. Kwa mfano, ikiwa inapokanzwa kwa uingizaji wa sasa wa mzunguko wa nguvu hutumiwa, tofauti ya joto kati ya nyuso za ndani na nje ni 20 ~ 50 kwa muda mrefu. Ikiwa halijoto ya shimo la ndani ni 250Y na halijoto ya uso wa nje ni 270~300^o, halijoto ya kupasha joto ni ya juu sana ili kufikia halijoto sawa ya koti ya kupasha joto. Inafaa kwa kuokoa nguvu.