
- 22
- Jul
Motor rotor induction heating equipment and shaft heating jacket
- 22
- Jul
- 22
- Jul
ມໍເຕີມໍເຕີ ອຸປະກອນຄວາມຮ້ອນ induction ແລະເສື້ອກັນຄວາມຮ້ອນ shaft
rotor shaftless ຂອງມໍເຕີແມ່ນເຮັດດ້ວຍແຜ່ນເຫຼັກ silicon ແລະ poured ເຂົ້າໄປໃນທັງຫມົດດ້ວຍອາລູມິນຽມຂອງແຫຼວ. ຫຼັງຈາກທີ່ຖືກເຮັດໃຫ້ຄວາມຮ້ອນໃນອຸນຫະພູມສະເພາະໃດຫນຶ່ງ, ມັນຖືກເຮັດດ້ວຍຄວາມຮ້ອນໃນ shaft ປຸງແຕ່ງ. ຫຼັງຈາກຄວາມເຢັນ, rotor shaftless ໄດ້ຖືກແກ້ໄຂຮ່ວມກັນກັບ shaft ກາຍເປັນຫນູ. Cage rotor.
ໃນອະດີດ, ໂຮງງານຜະລິດສ່ວນໃຫຍ່ໄດ້ໃຊ້ເຕົາເຜົາ flame ຫຼື furnaces ຕ້ານທານກັບຄວາມຮ້ອນຂອງ rotors shaftless. ເພື່ອປັບປຸງຄຸນນະພາບຄວາມຮ້ອນແລະຜົນຜະລິດ, ແລະຫຼຸດຜ່ອນການໃຊ້ພະລັງງານແລະຄ່າໃຊ້ຈ່າຍໃນການຜະລິດ, ອຸປະກອນຄວາມຮ້ອນ induction ສໍາລັບ rotors shaftless ໄດ້ຖືກພັດທະນາແລະບັນລຸຜົນໄດ້ຮັບທີ່ດີກວ່າ. ຜົນໄດ້ຮັບທີ່ດີ, ປະຈຸບັນຖືກນໍາໃຊ້ໃນການຜະລິດ
ຄວາມຖີ່ຂອງກະແສໄຟຟ້າຖືກເລືອກຕາມເສັ້ນຜ່າສູນກາງຂອງ rotor shaftless. ສໍາລັບ rotor shaftless ຂອງມໍເຕີທົ່ວໄປ, ອຸປະກອນຄວາມຮ້ອນ induction ຄວາມຖີ່ພະລັງງານຖືກນໍາໃຊ້ສໍາລັບເສັ້ນຜ່າກາງຂະຫນາດໃຫຍ່ຂອງຕົນ; ສໍາລັບ rotors shaftless motor ຂະຫນາດນ້ອຍ, ອຸປະກອນຄວາມຮ້ອນ induction ຄວາມຖີ່ປານກາງແມ່ນຖືກນໍາໃຊ້. ຮູບທີ 12-24 ສະແດງໃຫ້ເຫັນຊຸດອຸປະກອນການໃຫ້ຄວາມຮ້ອນຄວາມຖີ່ພະລັງງານ induction shaftless rotor, ລວມທັງອຸປະກອນຄວາມຮ້ອນ induction ຄວາມຖີ່ພະລັງງານ, ຕູ້ໄຟຟ້າ, ແລະຕູ້ໄຟຟ້າ.
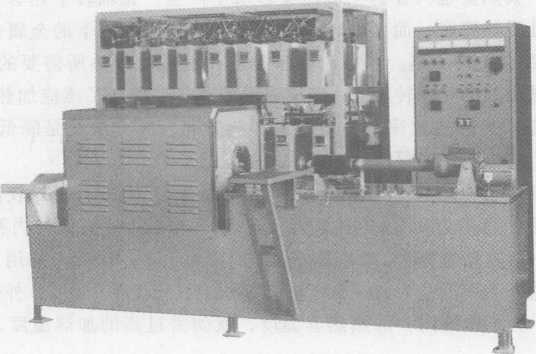
ຮູບທີ 12-24 Shaftless rotor power frequency heating ອຸປະກອນຄົບ
1. ຕົວກໍານົດການຂະບວນການຂອງ shaftless rotor shaft ແຂນຮ້ອນ
ຂະບວນການຂອງ shaftless rotor ຮ້ອນ shaft ສ່ວນໃຫຍ່ແມ່ນອີງໃສ່ການແຊກແຊງສູງສຸດລະຫວ່າງ shaft ແລະຮູພາຍໃນຂອງ rotor shaftless ເພື່ອກໍານົດອຸນຫະພູມຄວາມຮ້ອນຂອງ rotor shaftless ໄດ້. ອຸນຫະພູມຄວາມຮ້ອນຕໍາ່ສຸດທີ່ (ໂດຍບໍ່ມີການ) ແມ່ນບ່ອນທີ່ H-shaft ແລະການແຊກແຊງສູງສຸດລະຫວ່າງເສັ້ນຜ່າກາງພາຍໃນຂອງ rotor shaftless (ມມ); D—ເສັ້ນຜ່າສູນກາງພາຍໃນຂອງ rotor shaftless (ມມ); K—ສຳປະສິດການຂະຫຍາຍເສັ້ນຊື່ຂອງແຜ່ນເຫຼັກກ້າຊິລິໂຄນ. K= (11~13) 10–6
ເພື່ອຄວາມສະດວກໃນການລະບາຍຄວາມຮ້ອນຂອງ rotor shaftless ໃນ shaft, ແລະຄໍານຶງເຖິງການຫຼຸດຜ່ອນອຸນຫະພູມໃນລະຫວ່າງການຂະບວນການ sleeve ຄວາມຮ້ອນ, ອຸນຫະພູມຄວາມຮ້ອນຂອງ rotor shaftless ຄວນຈະຫຼາຍສິບອົງສາສູງກວ່າອຸນຫະພູມຄວາມຮ້ອນຕໍາ່ສຸດທີ່, ຂຶ້ນກັບ. ສະຖານະການສະເພາະ.
2. ການເລືອກຄວາມຖີ່ຂອງອຸປະກອນຄວາມຮ້ອນ induction ໃນປັດຈຸບັນ
ປະສິດທິພາບຂອງອຸປະກອນຄວາມຮ້ອນ induction ຂອງ workpiece ໄດ້ຖືກກໍານົດໂດຍພື້ນຖານໂດຍການຄັດເລືອກທີ່ຖືກຕ້ອງຂອງຄວາມຖີ່ໃນປະຈຸບັນ. ຄວາມເລິກເຈາະຂອງ p ໃນປະຈຸບັນ – ຄວາມຕ້ານທານຂອງຊິ້ນວຽກ (ft • cm); f — ຄວາມສາມາດ permeability ທີ່ກ່ຽວຂ້ອງຂອງການເຮັດວຽກ;
ມັນສາມາດເຫັນໄດ້ຈາກສູດຂ້າງເທິງວ່າເມື່ອຄວາມຕ້ານທານ p ແລະຄວາມຍືດຫຍຸ່ນຂອງເຄື່ອງເຮັດວຽກຄົງທີ່, ເມື່ອຄວາມຖີ່ f ໃນປະຈຸບັນເພີ່ມຂຶ້ນ, ຄວາມເລິກຂອງການເຈາະຂອງປະຈຸບັນໃນ workpiece ກາຍເປັນຂະຫນາດນ້ອຍແລະຂະຫນາດນ້ອຍ. ມັນເຊື່ອວ່າໂດຍທົ່ວໄປແລ້ວກະແສ induced ໄຫຼພຽງແຕ່ໃນຊັ້ນ penetrating ໃນປັດຈຸບັນ, ແລະຄວາມຮ້ອນຂອງມັນແມ່ນຜະລິດພຽງແຕ່ໃນຊັ້ນ penetrating ໃນປັດຈຸບັນນີ້. shaftless rotor shaftless ຄວາມຮ້ອນຮຽກຮ້ອງໃຫ້ຮູພາຍໃນຂອງ shaftless rotor ໄດ້ຮັບການຂະຫຍາຍຄວາມຮ້ອນ, ແລະໂລຫະຂ້າງລຸ່ມນີ້ຄວາມເລິກເຈາະໃນປະຈຸບັນໃນ shaftless rotor ສາມາດໄດ້ຮັບການໃຫ້ຄວາມຮ້ອນພຽງແຕ່ຈາກຊັ້ນຄວາມຮ້ອນໃນລັກສະນະ conductive ຄວາມຮ້ອນ. ເມື່ອຄວາມຖີ່ໃນປະຈຸບັນສູງກວ່າ, ເວລາທີ່ຕ້ອງການສໍາລັບການຖ່າຍທອດຄວາມຮ້ອນດັ່ງກ່າວແມ່ນຍາວກວ່າ, ເຊິ່ງເຮັດໃຫ້ຄວາມຮ້ອນທີ່ແຜ່ລາມໄປສູ່ສື່ອ້ອມຂ້າງໂດຍ rotor shaftless ຄວາມຮ້ອນ, ແລະຫຼຸດຜ່ອນປະສິດທິພາບຄວາມຮ້ອນຂອງອຸປະກອນຄວາມຮ້ອນ induction. ເພື່ອປັບປຸງປະສິດທິພາບຄວາມຮ້ອນຂອງອຸປະກອນການໃຫ້ຄວາມຮ້ອນ induction, ເວລາການໃຫ້ຄວາມຮ້ອນຕ້ອງສັ້ນລົງ. ວິທີການແມ່ນເພື່ອຫຼຸດຜ່ອນຄວາມຖີ່ໃນປະຈຸບັນແລະເພີ່ມຄວາມເລິກ penetration ໃນປັດຈຸບັນກ່ຽວກັບ workpiece ໄດ້.
ເນື່ອງຈາກແຜ່ນເຫຼັກຊິລິຄອນຂອງ rotor shaftless ມີ permeability ສະນະແມ່ເຫຼັກທີ່ດີ, permeability ພີ່ນ້ອງຂອງມັນແມ່ນສູງ, ແລະຄວາມເລິກ penetration ໃນປັດຈຸບັນຂອງມັນແມ່ນຂະຫນາດນ້ອຍ. ເມື່ອ rotor shaftless ຖືກໃຫ້ຄວາມຮ້ອນດ້ວຍກະແສ 1000Hz, ຄວາມແຕກຕ່າງຂອງອຸນຫະພູມລະຫວ່າງດ້ານນອກແລະຮູພາຍໃນແມ່ນ 100 -150^, ນັ້ນແມ່ນ, ເມື່ອຂຸມພາຍໃນແມ່ນ 250Y, ອຸນຫະພູມຂອງດ້ານນອກແມ່ນ 350-400 nil. ສໍາລັບຕົວຢ່າງ, ຖ້າຄວາມຖີ່ຂອງການໃຫ້ຄວາມຮ້ອນ induction ໃນປັດຈຸບັນພະລັງງານຖືກນໍາໃຊ້, ຄວາມແຕກຕ່າງຂອງອຸນຫະພູມລະຫວ່າງພາຍໃນແລະດ້ານນອກແມ່ນ 20 ~ 50 ຍາວ. ຖ້າອຸນຫະພູມຂຸມພາຍໃນແມ່ນ 250Y ແລະອຸນຫະພູມດ້ານນອກແມ່ນ 270 ~ 300^o, ອຸນຫະພູມຄວາມຮ້ອນແມ່ນສູງເກີນໄປເພື່ອບັນລຸອຸນຫະພູມເສື້ອກັນຄວາມຮ້ອນດຽວກັນ. ສະດວກໃນການປະຢັດພະລັງງານ.