
- 22
- Jul
Motor rotorlu endüksiyonlu ısıtma ekipmanı ve şaft ısıtma ceketi
- 22
- Temmuz
- 22
- Temmuz
Motor rotoru indüksiyon ısıtma ekipmanları ve şaft ısıtma ceketi
Motorun şaftsız rotoru silikon çelik saclardan yapılmış ve alüminyum sıvı ile bir bütün halinde dökülmüştür. Belirli bir sıcaklığa kadar ısıtıldıktan sonra, işlenen şaft üzerinde ısı manşonludur. Soğuduktan sonra, şaftsız rotor, bir fare olmak için şaftla birlikte sabitlenir. Kafes rotoru.
Geçmişte çoğu üretim tesisi, şaftsız rotorları ısıtmak için alevli fırınlar veya dirençli fırınlar kullanırdı. Isıtma kalitesini ve verimliliğini artırmak, güç tüketimini ve üretim maliyetlerini azaltmak için şaftsız rotorlar için endüksiyonlu ısıtma ekipmanları geliştirildi ve daha iyi sonuçlar elde edildi. İyi sonuçlar, artık üretimde kullanılıyor
Akımın frekansı, şaftsız rotorun çapına göre seçilir. Genel bir motorun şaftsız rotoru için, daha büyük çapı için güç frekansı endüksiyonlu ısıtma ekipmanı kullanılır; küçük motor şaftsız rotorlar için orta frekanslı endüksiyonlu ısıtma ekipmanı kullanılır. Şekil 12-24, güç frekansı indüksiyonlu ısıtma ekipmanı, güç kabinleri ve elektrik kabinleri dahil olmak üzere şaftsız rotor güç frekanslı indüksiyonlu ısıtma ekipmanının eksiksiz bir setini göstermektedir.
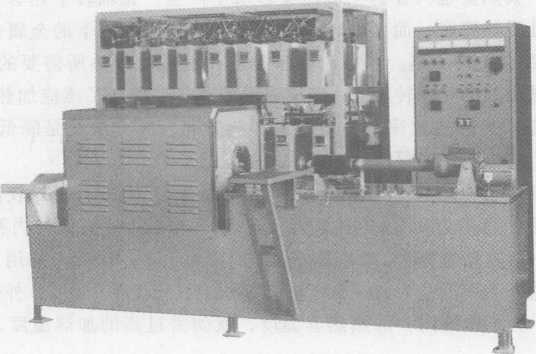
Şekil 12-24 Milsiz rotor güç frekansı ısıtma komple ekipmanı
1. Milsiz rotor sıcak kovan milinin işlem parametreleri
The process of shaftless rotor hot sleeve shaft is mainly based on the maximum interference between the shaft and the inner hole of the shaftless rotor to determine the heating temperature of the shaftless rotor. The minimum heating temperature (without) is where H——shaft and The maximum interference between the inner diameter of the shaftless rotor (mm); D——the inner diameter of the shaftless rotor (mm); K——the linear expansion coefficient of the silicon steel sheet. K= (11 ~13) 10-6
Şaftsız rotorun şaft üzerinde ısı kovanını kolaylaştırmak ve ısı kovanı işlemi sırasında sıcaklık düşüşünü hesaba katmak için şaftsız rotorun ısıtma sıcaklığı, bağlı olarak minimum ısıtma sıcaklığından onlarca derece daha yüksek olmalıdır. özel durum.
2. İndüksiyonlu ısıtma ekipmanının mevcut frekansının seçimi
İş parçası endüksiyonlu ısıtma ekipmanının verimliliği temel olarak akım frekansının doğru seçilmesiyle belirlenir. Akımın nüfuz derinliği p—iş parçasının özdirenci (ft • cm); f—iş parçasının göreli geçirgenliği;
Yukarıdaki formülden, iş parçasının özdirenci p ve bağıl geçirgenliği sabit olduğunda, akım frekansı f arttıkça, akımın iş parçası üzerindeki penetrasyon derinliğinin küçüldüğü ve küçüldüğü görülebilir. Genel olarak, indüklenen akımın yalnızca mevcut nüfuz eden katmanda aktığına ve ısısının yalnızca bu mevcut nüfuz eden katmanda üretildiğine inanılmaktadır. Milsiz rotor termal kovan şaftı, şaftsız rotorun iç deliğinin termal olarak genişletilmesini gerektirir ve şaftsız rotordaki mevcut penetrasyon derinliğinin altındaki metal, yalnızca ısıtılmış katmandan termal olarak iletken bir şekilde ısıtılabilir. Akım frekansı daha yüksek olduğunda, bu tür bir ısı transferi için gereken süre daha uzundur, bu da ısıtılmış şaftsız rotor tarafından çevreleyen ortama yayılan ısıyı arttırır ve indüksiyonlu ısıtma cihazının termal verimliliğini azaltır. İndüksiyonlu ısıtma ekipmanının termal verimliliğini artırmak için ısıtma süresinin kısaltılması gerekir. Yöntem, akım frekansını azaltmak ve iş parçası üzerindeki akım penetrasyon derinliğini arttırmaktır.
Milsiz rotorun silikon çelik sacı iyi manyetik geçirgenliğe sahip olduğundan, göreceli geçirgenliği yüksektir ve mevcut penetrasyon derinliği küçüktür. Milsiz rotor 1000Hz akımla ısıtıldığında dış yüzey ile iç delik arasındaki sıcaklık farkı 100-150^ yani iç delik 250Y olduğunda dış yüzeyin sıcaklığı 350-400 nil olur. Örneğin, güç frekansı akımı indüksiyonlu ısıtma kullanılıyorsa, iç ve dış yüzeyler arasındaki sıcaklık farkı 20~50 uzunluğundadır. İç delik sıcaklığı 250Y ve dış yüzey sıcaklığı 270~300^o ise, aynı ısıtma ceketi sıcaklığını elde etmek için ısıtma sıcaklığı çok yüksektir. Güç tasarrufu için elverişli.