- 11
- Apr
રાઉન્ડ સ્ટીલ ઇન્ડક્શન હીટિંગ ક્વેન્ચિંગ અને ટેમ્પરિંગ પ્રોડક્શન લાઇન કેવી રીતે પસંદ કરવી?
રાઉન્ડ સ્ટીલ ઇન્ડક્શન હીટિંગ ક્વેન્ચિંગ અને ટેમ્પરિંગ પ્રોડક્શન લાઇન કેવી રીતે પસંદ કરવી?
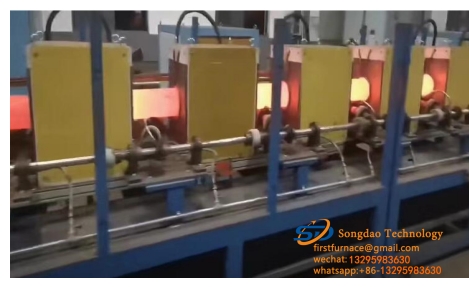
પ્રોડક્શન લાઇન સંપૂર્ણપણે સ્વચાલિત છે, અને રાઉન્ડ સ્ટીલ ઇન્ડક્શન હીટિંગ ક્વેન્ચિંગ અને ટેમ્પરિંગ પ્રોડક્શન લાઇન સંપૂર્ણપણે માઇક્રોકોમ્પ્યુટરના સંકલિત નિયંત્રણને અનુભવે છે. ઉત્પાદન દરમિયાન, ઉત્પાદન શરૂ કરવા માટે માત્ર વિવિધ સામગ્રીને અનુરૂપ બટનો જ જરૂરી છે. દરેક ઉત્પાદન લિંકમાં દરેક બિંદુ વચ્ચેનું તાપમાન પીએલસી ડિસ્પ્લે સ્ક્રીન પર પ્રદર્શિત કરી શકાય છે. પ્રદર્શન અને નિયંત્રણ, રાઉન્ડ સ્ટીલ ક્વેન્ચિંગ લેયરની જાડાઈ મોટી છે, અને રાઉન્ડ સ્ટીલ ઇન્ડક્શન હીટિંગ ક્વેન્ચિંગ અને ટેમ્પરિંગ પ્રોડક્શન લાઇન પછીના રાઉન્ડ સ્ટીલમાં એકસમાન કઠિનતા છે,
રાઉન્ડ સ્ટીલ ઇન્ડક્શન હીટિંગ ક્વેન્ચિંગ અને ટેમ્પરિંગ પ્રોડક્શન લાઇન તાપમાન સિસ્ટમમાં ઘણા ભાગો હોય છે. કન્વેયિંગ રોલર ટેબલ: રોલર ટેબલની ધરીને મશીન વડે ફેરવવામાં આવે છે, અને રાઉન્ડ સ્ટીલને સતત ગતિએ પસંદ કરવામાં આવે છે, જેથી હીટિંગ વધુ સમાન હોય અને ભઠ્ઠીનું શરીર અલગ થઈ જાય. રોલર ટેબલને ફીડિંગ ગ્રૂપ, સેન્સર ગ્રૂપ અને ડિસ્ચાર્જિંગ ગ્રૂપમાં ગ્રૂપ કરવામાં આવે છે, જે અનુક્રમે વર્કપીસ વચ્ચે ગેપ પેદા કરે છે. સ્પ્રે સિસ્ટમ વિવિધ કઠિનતાની જરૂરિયાતોને પહોંચી વળવા માટે મલ્ટિ-સ્ટેજ એડજસ્ટેબલ સ્પ્રે વોલ્યુમ અપનાવે છે. મુખ્ય કન્સોલ જર્મન સિમેન્સ પીએલસી અને તાઇવાન હુઆયન ઔદ્યોગિક નિયંત્રણ પ્રણાલીને મુખ્ય નિયંત્રણ ભાગ તરીકે અપનાવે છે, યાંત્રિક ઓપરેશન પરિમાણોનું સ્વચાલિત મેચિંગ અને ગોઠવણ, ક્વેન્ચિંગ અને ટેમ્પરિંગ પરિમાણો, પાવર સપ્લાય, વગેરે, અને દરેકનું પ્રદર્શન, સંગ્રહ અને પ્રિન્ટીંગ જેવા કાર્યો. પરિમાણ