- 11
- Apr
Hogyan válasszunk kerek acél indukciós fűtésű oltó és temperáló gyártósort?
Hogyan válasszunk kerek acél indukciós fűtésű oltó és temperáló gyártósort?
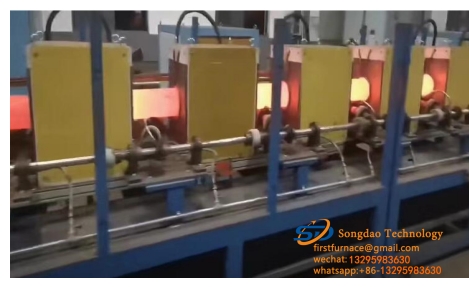
A gyártósor teljesen automatizált, és a kerek acél indukciós hevítésű kioltó és temperáló gyártósor teljes mértékben megvalósítja a mikroszámítógépek integrált vezérlését. A gyártás során csak a különböző anyagoknak megfelelő gombok szükségesek a gyártás megkezdéséhez. Az egyes termelési kapcsolatok egyes pontjai közötti hőmérséklet megjeleníthető a plc kijelzőjén. Kijelző és vezérlés, a kerek acél kioltóréteg vastagsága nagy, és a kerek acél indukciós hevítésű oltó- és temperáló gyártósor után a kerek acél egyenletes keménységű,
Kerekacél indukciós hevítő oltó és temperáló gyártósor A hőmérsékleti rendszer több részből áll. Szállító görgős asztal: A görgős asztal tengelyét a géppel forgatják, és a kerek acélt állandó sebességgel választják ki, így a fűtés egyenletesebb és a kemence teste elválik. A görgős asztal egy adagolócsoportba, egy érzékelőcsoportba és egy ürítőcsoportba van csoportosítva, amelyek rendre hézagokat képeznek a munkadarabok között. A permetezőrendszer többlépcsős állítható permetezési mennyiséget alkalmaz, hogy megfeleljen a különböző edzhetőség követelményeinek. A főkonzol a német Siemens PLC és a Taiwan Huayan ipari vezérlőrendszert alkalmazza központi vezérlőelemként, a mechanikai működési paraméterek automatikus egyeztetését és beállítását, a kioltási és temperálási paramétereket, a tápegységet stb., valamint az egyes funkciók megjelenítését, tárolását és nyomtatását. paraméter.