
- 02
- Sep
원형 강철 유도 가열로의 자동 공급 원리
둥근 강철의 자동 공급 원리 유도 가열로

수동으로 공작물을 사전에 공급 트로프 플랫폼으로 보낸 후 (교대로 약 한 번 배치되도록 설계됨) 공급 실린더는 설정된 비트에 따라 유도로 앞의 가이드 트로프에 공작물을 보내고 공급 실린더가 다시 설정됩니다. 템포는 가열을 위해 공작물을 유도로로 밀어 넣습니다. 가열주기는 디지털 디스플레이 시간 릴레이로 제어되며 제어 정확도는 0.1 초에 도달 할 수 있습니다.
고속 배출기는 퍼니스 출구에서 롤러 배출 메커니즘을 채택합니다. 모터는 정상 작동 중에 롤러가 회전하도록 구동합니다. 밀린 블랭크가 롤러의 롤러에 떨어지면 마찰에 의해 회전된 롤러가 빠르게 단조 프레스로 보내집니다. 이것은 블랭크의 산화 및 냉각을 크게 감소시키는 동시에 생산 효율성을 향상시키고 작업자의 노동 강도를 감소시킵니다.
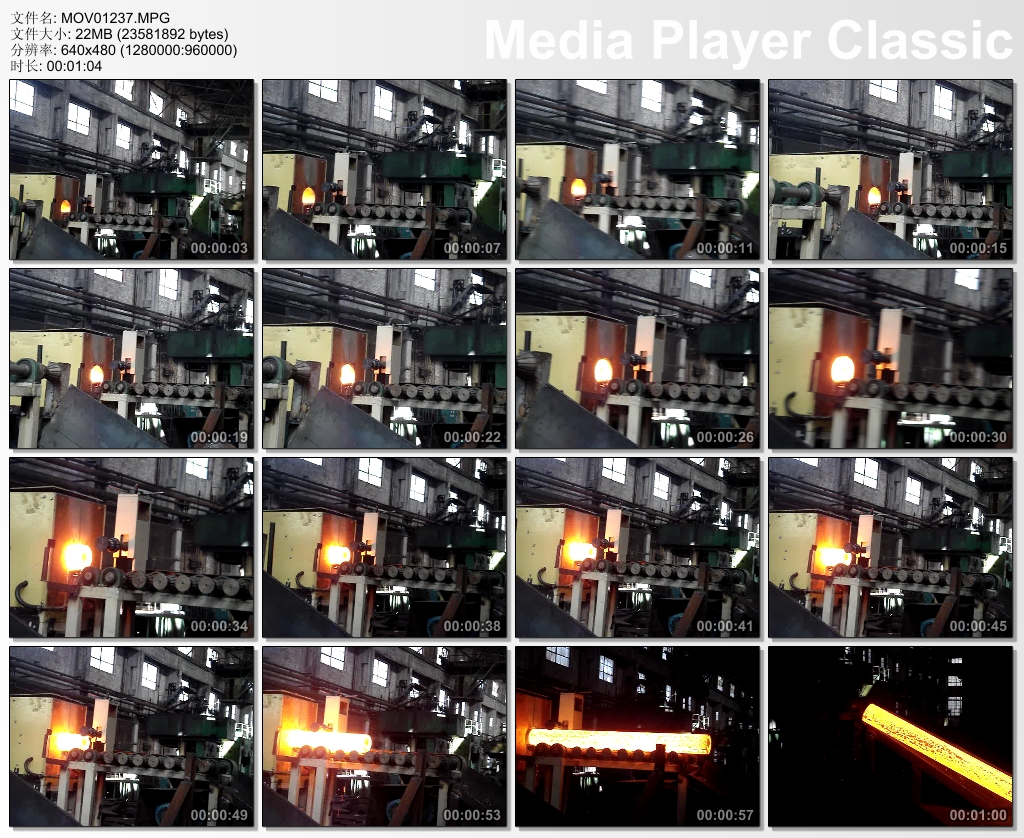
급속 방전 기계의 현장 사용 다이어그램
기계적 구조 설계 강도는 정압 설계 강도보다 3배 높습니다.
모든 기계 부품은 국내 유명 브랜드 공압 부품을 채택하고 씰은 수입 부품을 채택합니다.
기계적 메커니즘은 정확한 위치 지정, 안정적인 작동, 전체 장비 세트의 합리적인 구조, 낮은 사용자 입력 비용, 적은 유지 보수 및 쉬운 유지 보수 및 유지 보수가 있습니다.
전체 장비 세트는 장비에 대한 주변 온도의 영향을 완전히 고려합니다.
강철은 잘 알려진 국내 제조업체에서 생산합니다.
기계적 및 전기적 충격 방지, 풀림 방지, 자기 방지(구리 또는 기타 비자성 재료 연결) 조치가 있습니다.
참고: 배출 기계와 단조 장비 사이의 공작물 지향 전송(슈트)은 사용자가 준비합니다.