- 28
- Jul
በኢንደክሽን መቅለጥ ምድጃ ውስጥ ብረትን እና ጥራጊ ብረትን የማቅለጥ ዘዴ
- 28
- ጁላ
- 28
- ጁላ
በኢንደክሽን መቅለጥ ምድጃ ውስጥ ብረትን እና ጥራጊ ብረትን የማቅለጥ ዘዴ
የኢንደክሽን ምድጃው ከመሙላቱ በፊት, በእቶኑ ውስጥ ያለው ቅሪት መወገድ አለበት, እና የእቶኑ ሽፋን ላይ ያለውን ጉዳት መፈተሽ አለበት. በጣም የተጎዱት ክፍሎች በፍጥነት በማቀዝቀዝ ምክንያት ጥቁር ሆነዋል እና መጠገን አለባቸው. የጥገና ዕቃው የእህል መጠን ከተጣበቀው ቁሳቁስ ትንሽ ያነሰ መሆን አለበት, እና ጥቅም ላይ የዋለው ማያያዣ ትንሽ ተጨማሪ መሆን አለበት. ከፍተኛ ጉዳት የደረሰባቸው ትላልቅ እቶኖች ወደ ምድጃው የብረት ቅርጽ ወደ እቶን በማንሳት አንጓዎችን መሙላት ይችላሉ.
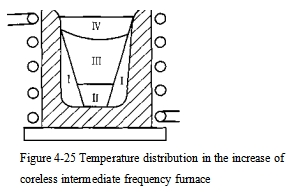
የኢንደክሽን ምድጃው የሙቀት መጠኑ ከተነካ በኋላ በፍጥነት ስለሚቀንስ በፍጥነት መሙላት እና በተቻለ መጠን በበርሜሎች መሞላት አለበት. ማቅለጫውን ለማፋጠን, እቃው በእቶኑ ውስጥ ባለው የሙቀት መጠን ስርጭት መሰረት በተመጣጣኝ ሁኔታ መሰራጨት አለበት. በኢንደክሽን ምድጃ ውስጥ ያለው የሙቀት ስርጭት በስእል 4-25 ይታያል. በአሁኑ ጊዜ ባለው የቆዳ ተጽእኖ ምክንያት በቮልት ግድግዳ አጠገብ ያለው የቁስ አምድ (ዞን I) አከባቢ ከፍተኛ ሙቀት ያለው ዞን ነው.
የታችኛው እና መካከለኛው (I, TT ዞን) በአንፃራዊነት ደካማ የሆነ የሙቀት መጠን መጨመር, ይህም ከፍተኛ የሙቀት መጠን ያለው ዞን ነው, እና የላይኛው ክፍል (IV ዞን) አነስተኛ መግነጢሳዊ ፍሰት እና ትልቅ የሙቀት ኪሳራ አለው, ይህም ዝቅተኛ የሙቀት ዞን ነው.
በቅድሚያ ጥቀርሻ ለመመስረት 1% የሚሆነው የጭቃው ቁሳቁስ ከመሙላቱ በፊት ወደ እቶን የታችኛው ክፍል ሊጨመር ይችላል ፣ ኖራ እና ፍሎራይት ወደ አልካላይን እቶን ውስጥ ይጨምራሉ ፣ እና የመስታወት ኩሌት ወደ አሲድ እቶን ይጨመራል።
በማቅለጥ መጀመሪያ ላይ, ምክንያቱም በመስመሩ ላይ ያለው ኢንዳክሽን እና አቅም በፍጥነት እና በትክክል ሊጣጣሙ ስለማይችሉ, አሁን ያለው ያልተረጋጋ ነው, ስለዚህ በአጭር ጊዜ ውስጥ በትንሽ ኃይል ብቻ ሊቀርብ ይችላል. አሁኑኑ ከተረጋጋ በኋላ ወደ ሙሉ ጭነት ማስተላለፊያ መቀየር አለበት. በማቅለጥ ሂደት ውስጥ የኤሌክትሪክ ዕቃዎችን በከፍተኛ ኃይል ለማቆየት ተቆጣጣሪው በቋሚነት መስተካከል አለበት. ክፍያው ሙሉ በሙሉ ከተሟጠጠ በኋላ, የቀለጠ ብረት በተወሰነ መጠን ይሞቃል, ከዚያም የመግቢያው ኃይል እንደ ማቅለጫው መስፈርት ይቀንሳል.
ትክክለኛው የማቅለጫ ጊዜ መቆጣጠር አለበት. የማቅለጫው ጊዜ በጣም አጭር ከሆነ, በቮልቴጅ እና በአቅም ምርጫ ላይ ችግር ይፈጥራል. በጣም ረጅም ከሆነ, የማይረባውን የሙቀት ኪሳራ ይጨምራል. በእቶኑ ውስጥ ያለው ትክክለኛ ያልሆነ ጨርቅ ወይም ከመጠን በላይ ዝገት “ድልድይ” ክስተትን ያስከትላል, ይህም በጊዜ መከናወን አለበት. “ድልድይ” በላይኛው ክፍል ላይ ያለው የማይቀልጥ ነገር ወደ ቀልጦው ብረት ውስጥ እንዳይገባ ይከላከላል፣ ዩሁዋ እንዲቆም ያደርጋል፣ እና የቀለጠውን ብረት ስር ከመጠን በላይ ማሞቅ የምድጃውን ሽፋን በቀላሉ ያበላሻል እንዲሁም የቀለጠውን ብረት በከፍተኛ መጠን እንዲወስድ ያደርጋል። ጋዝ.
በኤሌክትሮማግኔቲክ ማነቃቂያ ምክንያት, የቀለጠው ብረት መሃከል ያብባል, እና ሾጣጣው ብዙውን ጊዜ ወደ ክሩው ጠርዝ ይጎርፋል እና ወደ እቶን ግድግዳው ላይ ይጣበቃል. ስለዚህ, በማቅለጥ ሂደት ውስጥ እንደ ምድጃው ሁኔታ, ስሎግ ያለማቋረጥ መጨመር አለበት.