- 28
- Jul
طريقة لصهر الفولاذ والخردة في فرن الصهر التعريفي
- 28
- يوليو
- 28
- يوليو
طريقة لصهر الفولاذ والخردة في فرن الصهر التعريفي
قبل شحن فرن الحث ، يجب إزالة المخلفات الموجودة في الفرن ، ويجب فحص تلف بطانة الفرن. أصبحت الأجزاء التالفة بشدة سوداء بسبب التبريد السريع ويجب إصلاحها. يجب أن يكون حجم حبيبات مادة الإصلاح أصغر قليلاً من حجم المادة المعقدة ، ويجب أن يكون الرابط المستخدم أكبر قليلاً. يمكن رفع الأفران الكبيرة التي تعرضت لأضرار بالغة في قالب الحديد للفرن لملء العقد.
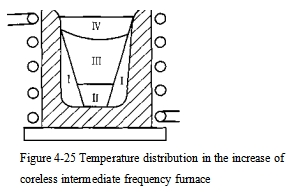
نظرًا لأن درجة حرارة الفرن الحثي تنخفض بسرعة بعد النقر ، فيجب شحنه بسرعة ويجب ملؤه بالبراميل قدر الإمكان. من أجل تسريع عملية الذوبان ، يجب توزيع المواد بشكل معقول وفقًا لتوزيع درجة الحرارة في الفرن. يظهر توزيع درجة الحرارة في فرن الحث في الشكل 4-25. نظرًا لتأثير الجلد للتيار ، فإن السطح المحيط لعمود المادة (المنطقة الأولى) بالقرب من جدار الفلوت هو منطقة درجة حرارة عالية.
يحتوي الجزء السفلي والوسطى (منطقة I ، TT) على تبديد حراري ضعيف نسبيًا ، وهي منطقة درجة حرارة أعلى ، والجزء العلوي (المنطقة IV) به تدفق مغناطيسي أقل وفقدان كبير للحرارة ، وهي منطقة درجة حرارة منخفضة.
من أجل تكوين الخبث مسبقًا ، يمكن إضافة 1٪ من مادة الخبث بالوزن إلى قاع الفرن قبل الشحن ، ويضاف الجير والفلوريت إلى الفرن القلوي ، ويضاف الزجاج إلى الفرن الحمضي.
في بداية الذوبان ، نظرًا لأنه لا يمكن مطابقة الحث والسعة على الخط بسرعة وبشكل صحيح ، يكون التيار غير مستقر ، لذلك لا يمكن تزويده إلا بطاقة منخفضة في وقت قصير. بمجرد استقرار التيار ، يجب تحويله إلى نقل الحمولة الكاملة. أثناء عملية الصهر ، يجب أن يتم ضبط المكثف باستمرار للحفاظ على المعدات الكهربائية ذات معامل القدرة العالية. بعد ذوبان الشحنة بالكامل ، يتم تسخين الفولاذ المصهور إلى حد معين ، ثم يتم تقليل طاقة الإدخال وفقًا لمتطلبات الصهر.
يجب التحكم في وقت الذوبان المناسب. إذا كان وقت الذوبان قصيرًا جدًا ، فسيؤدي ذلك إلى صعوبات في اختيار الجهد والسعة. إذا كانت طويلة جدًا ، فستزيد من فقد الحرارة غير المجدي. القماش غير المناسب أو الصدأ المفرط في مادة الفرن سوف يتسبب في ظاهرة “الجسور” ، والتي يجب التعامل معها في الوقت المناسب. يمنع “الجسر” المواد غير المنصهرة الموجودة في الجزء العلوي من السقوط في الفولاذ المصهور ، مما يؤدي إلى ركود يوهوا ، ويمكن أن يؤدي ارتفاع درجة حرارة الجزء السفلي من الفولاذ المصهور إلى إتلاف بطانة الفرن بسهولة ، كما يتسبب في امتصاص الفولاذ المنصهر لكمية كبيرة من الغاز.
بسبب التحريك الكهرومغناطيسي ، يتدفق منتصف الانتفاخات الفولاذية المنصهرة ، وغالبًا ما يتدفق الخبث إلى حافة البوتقة ويلتصق بجدار الفرن. لذلك ، يجب إضافة الخبث باستمرار وفقًا لظروف الفرن أثناء عملية الصهر.