- 28
- Jul
Paraan para sa pagtunaw ng bakal at scrap steel sa induction melting furnace
- 28
- Hulyo
- 28
- Hulyo
Paraan para sa pagtunaw ng bakal at scrap steel sa induction melting furnace
Bago sisingilin ang induction furnace, dapat alisin ang nalalabi sa furnace, at dapat suriin ang pinsala ng furnace lining. Ang mga bahaging napinsala ay naging itim dahil sa mabilis na paglamig at dapat ayusin. Ang laki ng butil ng materyal sa pag-aayos ay dapat na bahagyang mas maliit kaysa sa nakabuhol na materyal, at ang binder na ginamit ay dapat na bahagyang higit pa. Ang mga malalaking furnace na lubhang nasira ay maaaring itaas sa furnace iron mol upang punan ang mga buhol.
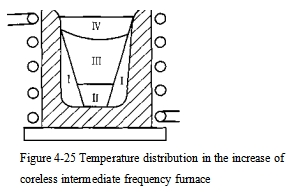
Dahil ang temperatura ng induction furnace ay mabilis na bumababa pagkatapos ng pag-tap, dapat itong ma-charge nang mabilis at dapat mapuno ng mga bariles hangga’t maaari. Upang mapabilis ang pagkatunaw, ang materyal ay dapat na maipamahagi nang makatwiran ayon sa pamamahagi ng temperatura sa pugon. Ang pamamahagi ng temperatura sa induction furnace ay ipinapakita sa Figure 4-25. Dahil sa epekto sa balat ng kasalukuyang, ang nakapalibot na ibabaw ng materyal na haligi (zone I) malapit sa dingding ng volute ay isang zone ng mataas na temperatura.
Ang ibaba at ang gitna (I, TT zone) ay may medyo mahinang pagwawaldas ng init, na isang mas mataas na temperatura zone, at ang itaas na bahagi (IV zone) ay may mas kaunting magnetic flux at malaking pagkawala ng init, na isang mababang temperatura zone.
Upang mabuo ang slag nang maaga, 1% ng slag material ayon sa timbang ay maaaring idagdag sa ilalim ng furnace bago mag-charge, ang dayap at fluorite ay idinagdag sa alkaline furnace, at ang glass cullet ay idinagdag sa acid furnace.
Sa simula ng pagtunaw, dahil ang inductance at capacitance sa linya ay hindi maaaring maitugma nang mabilis at maayos, ang kasalukuyang ay hindi matatag, kaya maaari lamang itong ibigay sa mababang kapangyarihan sa maikling panahon. Kapag stable na ang current, dapat itong ilipat sa full load transmission. Sa panahon ng proseso ng pagtunaw, ang kapasitor ay dapat na palaging nababagay upang mapanatili ang mga de-koryenteng kagamitan na may mataas na power factor. Matapos ang singil ay ganap na matunaw, ang tinunaw na bakal ay sobrang init sa isang tiyak na lawak, at pagkatapos ay ang input power ay nabawasan ayon sa mga kinakailangan sa pagtunaw.
Dapat kontrolin ang tamang oras ng pagtunaw. Kung ang oras ng pagkatunaw ay masyadong maikli, magdudulot ito ng mga kahirapan sa pagpili ng boltahe at kapasidad. Kung ito ay masyadong mahaba, ito ay madaragdagan ang walang silbi na pagkawala ng init. Ang hindi tamang tela o labis na kalawang sa materyal ng pugon ay magdudulot ng hindi pangkaraniwang bagay na “bridging”, na dapat harapin sa oras. Pinipigilan ng “tulay” ang hindi natutunaw na materyal sa itaas na bahagi mula sa pagkahulog sa tinunaw na bakal, pag-stagnate ng yuhua, at ang sobrang pag-init sa ilalim ng tinunaw na bakal ay madaling makapinsala sa lining ng furnace, at ito ay magiging sanhi din ng tinunaw na bakal na sumipsip ng malaking halaga. ng gas.
Dahil sa electromagnetic stirring, ang gitna ng tinunaw na bakal ay bumubulusok, at ang slag ay madalas na dumadaloy sa gilid ng crucible at dumidikit sa dingding ng pugon. Samakatuwid, ang slag ay dapat na patuloy na idagdag ayon sa mga kondisyon ng pugon sa panahon ng proseso ng pagtunaw.