- 28
- Jul
Метод за топене на стомана и стоманен скрап в индукционна топилна пещ
- 28
- юли
- 28
- юли
Метод за топене на стомана и стоманен скрап в индукционна топилна пещ
Преди да се зареди индукционната пещ, остатъкът в пещта трябва да се отстрани и да се провери повредата на облицовката на пещта. Силно повредените части са почернели поради бързото охлаждане и трябва да бъдат ремонтирани. Размерът на зърното на ремонтиращия материал трябва да е малко по-малък от този на възлита, а използваното свързващо вещество трябва да е малко повече. Големите пещи, които са сериозно повредени, могат да бъдат повдигнати в желязната форма на пещта, за да запълнят възли.
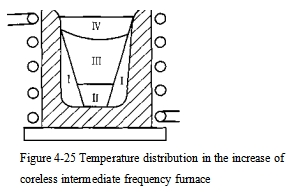
Тъй като температурата на индукционната пещ пада бързо след потупване, тя трябва да се зареди бързо и да се напълни с варели колкото е възможно повече. За да се ускори топенето, материалът трябва да се разпредели разумно според разпределението на температурата в пещта. Разпределението на температурата в индукционната пещ е показано на фигура 4-25. Поради скин-ефекта на тока, околната повърхност на стълба на материала (зона I) близо до стената на спиралата е зона с висока температура.
Долната и средната (I, TT зона) имат относително слабо разсейване на топлината, което е зона с по-висока температура, а горната част (IV зона) има по-малък магнитен поток и големи загуби на топлина, което е зона с ниска температура.
За да се образува шлака предварително, 1% от теглото на шлаковия материал може да се добави към дъното на пещта преди зареждането, вар и флуорит се добавят към алкалната пещ, а стъклените трошки се добавят към киселинната пещ.
В началото на топенето, тъй като индуктивността и капацитетът на линията не могат да бъдат съпоставени бързо и правилно, токът е нестабилен, така че може да бъде доставен само с ниска мощност за кратко време. След като токът е стабилен, той трябва да се превключи на предаване при пълен товар. По време на процеса на топене кондензаторът трябва постоянно да се регулира, за да поддържа електрическото оборудване с висок коефициент на мощност. След като зарядът се разтопи напълно, разтопената стомана се прегрява до известна степен и след това входящата мощност се намалява в съответствие с изискванията за топене.
Трябва да се контролира правилното време на топене. Ако времето за топене е твърде кратко, това ще доведе до затруднения при избора на напрежение и капацитет. Ако е твърде дълго, това ще увеличи безполезните загуби на топлина. Неподходящата кърпа или прекомерната ръжда в материала на пещта ще предизвика феномен на „мост“, който трябва да бъде решен навреме. „Мостът“ предотвратява падането на неразтопения материал в горната част в разтопената стомана, стагнация на юхуа, а прегряването на дъното на разтопената стомана може лесно да повреди облицовката на пещта и също така ще накара разтопената стомана да абсорбира голямо количество на газ.
Поради електромагнитно разбъркване, средата на разтопената стомана се издува и шлаката често се стича до ръба на тигела и се придържа към стената на пещта. Следователно шлаката трябва да се добавя непрекъснато в зависимост от условията в пещта по време на процеса на топене.