- 28
- Jul
Metode untuk peleburan baja dan baja bekas di tungku peleburan induksi
- 28
- Juli
- 28
- Juli
Metode untuk peleburan baja dan baja bekas di tungku peleburan induksi
Sebelum tungku induksi diisi, residu di tungku harus dihilangkan, dan kerusakan lapisan tungku harus diperiksa. Bagian yang rusak parah menjadi hitam karena pendinginan yang cepat dan harus diperbaiki. Ukuran butir bahan perbaikan harus sedikit lebih kecil dari bahan yang diikat, dan bahan pengikat yang digunakan harus sedikit lebih besar. Tungku skala besar yang rusak parah dapat diangkat ke dalam cetakan besi tungku untuk mengisi simpul.
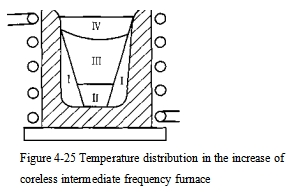
Karena suhu tungku induksi turun dengan cepat setelah penyadapan, tungku harus diisi dengan cepat dan harus diisi dengan barel sebanyak mungkin. Untuk mempercepat peleburan, bahan harus didistribusikan secara wajar sesuai dengan distribusi suhu di tungku. Distribusi temperatur dalam tungku induksi ditunjukkan pada Gambar 4-25. Karena efek kulit dari arus, permukaan sekitar kolom material (zona I) di dekat dinding volute adalah zona suhu tinggi.
Bagian bawah dan tengah (zona I, TT) memiliki pembuangan panas yang relatif buruk, yang merupakan zona suhu yang lebih tinggi, dan bagian atas (zona IV) memiliki fluks magnet yang lebih sedikit dan kehilangan panas yang besar, yang merupakan zona suhu rendah.
Untuk membentuk terak terlebih dahulu, 1% berat bahan terak dapat ditambahkan ke bagian bawah tungku sebelum pengisian, kapur dan fluorit ditambahkan ke tungku alkali, dan cullet kaca ditambahkan ke tungku asam.
Pada awal peleburan, karena induktansi dan kapasitansi pada saluran tidak dapat dicocokkan dengan cepat dan tepat, arus tidak stabil, sehingga hanya dapat disuplai dengan daya rendah dalam waktu singkat. Setelah arus stabil, itu harus dialihkan ke transmisi beban penuh. Selama proses peleburan, kapasitor harus selalu disesuaikan untuk menjaga peralatan listrik dengan faktor daya tinggi. Setelah muatan benar-benar meleleh, baja cair menjadi terlalu panas sampai batas tertentu, dan kemudian daya input dikurangi sesuai dengan persyaratan peleburan.
Waktu leleh yang tepat harus dikontrol. Jika waktu leleh terlalu pendek akan menyebabkan kesulitan dalam pemilihan tegangan dan kapasitansi. Jika terlalu lama, itu akan meningkatkan kehilangan panas yang tidak berguna. Kain yang tidak tepat atau karat yang berlebihan pada bahan tungku akan menyebabkan fenomena “menjembatani”, yang harus ditangani tepat waktu. “Jembatan” mencegah bahan yang tidak meleleh di bagian atas jatuh ke dalam baja cair, membuat yuhua mandek, dan bagian bawah baja cair yang terlalu panas dapat dengan mudah merusak lapisan tungku, dan itu juga akan menyebabkan baja cair menyerap dalam jumlah besar. dari gas.
Karena pengadukan elektromagnetik, bagian tengah baja cair menonjol, dan terak sering mengalir ke tepi wadah dan menempel ke dinding tungku. Oleh karena itu, terak harus terus ditambahkan sesuai dengan kondisi tungku selama proses peleburan.