- 28
- Jul
Metoda taljenja čelika i čeličnog otpada u indukcijskoj peći za taljenje
- 28
- srpnja
- 28
- srpnja
Metoda taljenja čelika i čeličnog otpada u indukcijskoj peći za taljenje
Prije punjenja indukcijske peći potrebno je ukloniti talog u peći i provjeriti oštećenje obloge peći. Jako oštećeni dijelovi pocrnili su zbog brzog hlađenja i trebalo bi ih popraviti. Veličina zrna materijala za popravak trebala bi biti nešto manja od veličine zrnatog materijala, a upotrijebljeno vezivo mora biti nešto veće. Peći velikih razmjera koje su ozbiljno oštećene mogu se podići u kalup željeza za peć kako bi se ispunili čvorovi.
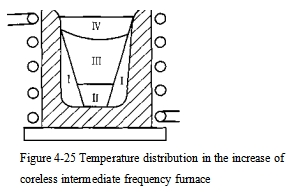
Budući da temperatura indukcijske peći brzo pada nakon točenja, treba je brzo napuniti i treba je napuniti bačvama što je više moguće. Kako bi se taljenje ubrzalo, materijal treba razumno rasporediti prema raspodjeli temperature u peći. Raspodjela temperature u indukcijskoj peći prikazana je na slici 4-25. Zbog skin efekta struje, okolna površina stupca materijala (zona I) u blizini stijenke spirale je zona visoke temperature.
Dno i sredina (I, TT zona) imaju relativno slabo odvođenje topline, što je zona viših temperatura, a gornji dio (IV zona) ima manji magnetski tok i velike gubitke topline, što je zona niskih temperatura.
Kako bi se unaprijed stvorila troska, 1% težine troske može se dodati na dno peći prije punjenja, vapno i fluorit dodaju se u alkalnu peć, a stakleni krhotine se dodaju u kiselu peć.
Na početku topljenja, budući da se induktivitet i kapacitet na liniji ne mogu brzo i pravilno uskladiti, struja je nestabilna, pa se može napajati samo s malom snagom u kratkom vremenu. Nakon što je struja stabilna, treba je prebaciti na prijenos punog opterećenja. Tijekom procesa topljenja, kondenzator treba stalno podešavati kako bi električna oprema imala visok faktor snage. Nakon što se šarža potpuno rastali, rastaljeni čelik se do određene mjere pregrije, a zatim se ulazna snaga smanjuje prema zahtjevima taljenja.
Treba kontrolirati ispravno vrijeme topljenja. Ako je vrijeme topljenja prekratko, to će uzrokovati poteškoće u odabiru napona i kapaciteta. Ako je predug, povećat će beskorisni gubitak topline. Neodgovarajuća tkanina ili prekomjerna hrđa u materijalu peći uzrokovat će fenomen “premoštavanja”, s kojim se treba pozabaviti na vrijeme. “Most” sprječava da neotopljeni materijal na gornjem dijelu padne u rastaljeni čelik, stagnira yuhua, a pregrijavanje dna rastaljenog čelika može lako oštetiti oblogu peći, a također će uzrokovati da rastaljeni čelik apsorbira veliku količinu plina.
Zbog elektromagnetskog miješanja sredina rastaljenog čelika se izboči, a troska često otječe do ruba lonca i prianja uz stijenku peći. Stoga, trosku treba kontinuirano dodavati u skladu s uvjetima u peći tijekom procesa taljenja.