- 28
- Jul
انڈکشن پگھلنے والی بھٹی میں اسٹیل اور سکریپ اسٹیل کو پگھلانے کا طریقہ
- 28
- جولائی
- 28
- جولائی
انڈکشن پگھلنے والی بھٹی میں اسٹیل اور سکریپ اسٹیل کو پگھلانے کا طریقہ
انڈکشن فرنس کو چارج کرنے سے پہلے، فرنس میں موجود باقیات کو ہٹا دیا جانا چاہیے، اور فرنس کے استر کے نقصان کو چیک کیا جانا چاہیے۔ تیزی سے ٹھنڈک کی وجہ سے شدید نقصان پہنچنے والے حصے کالے ہو گئے ہیں اور ان کی مرمت کی جانی چاہیے۔ ریپئرنگ میٹریل کا دانوں کا سائز گٹھے ہوئے مواد سے تھوڑا چھوٹا ہونا چاہیے، اور استعمال شدہ بائنڈر قدرے زیادہ ہونا چاہیے۔ بڑے پیمانے کی بھٹیوں کو جو شدید طور پر نقصان پہنچاتی ہیں، کو گرہیں بھرنے کے لیے بھٹی کے لوہے کے سانچے میں لہرایا جا سکتا ہے۔
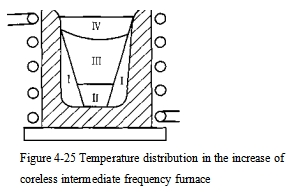
چونکہ ٹیپ کرنے کے بعد انڈکشن فرنس کا درجہ حرارت تیزی سے گر جاتا ہے، اس لیے اسے تیزی سے چارج کیا جانا چاہیے اور جتنا ممکن ہو اسے بیرل سے بھرنا چاہیے۔ پگھلنے کو تیز کرنے کے لیے، مواد کو بھٹی میں درجہ حرارت کی تقسیم کے مطابق مناسب طریقے سے تقسیم کیا جانا چاہیے۔ انڈکشن فرنس میں درجہ حرارت کی تقسیم کو شکل 4-25 میں دکھایا گیا ہے۔ کرنٹ کے جلد کے اثر کی وجہ سے، والیوٹ کی دیوار کے قریب مادی کالم (زون I) کے ارد گرد کی سطح ایک اعلی درجہ حرارت کا زون ہے۔
نیچے اور درمیانی (I، TT زون) میں نسبتاً کم گرمی کی کھپت ہے، جو کہ زیادہ درجہ حرارت کا زون ہے، اور اوپری حصے (IV زون) میں کم مقناطیسی بہاؤ اور گرمی کا بڑا نقصان ہے، جو کہ کم درجہ حرارت کا زون ہے۔
پہلے سے سلیگ بنانے کے لیے، وزن کے لحاظ سے سلیگ مواد کا 1% چارج کرنے سے پہلے بھٹی کے نچلے حصے میں شامل کیا جا سکتا ہے، چونے اور فلورائٹ کو الکلائن فرنس میں شامل کیا جاتا ہے، اور شیشے کی کلیٹ کو تیزاب کی بھٹی میں شامل کیا جاتا ہے۔
پگھلنے کے آغاز میں، کیونکہ لائن پر انڈکٹنس اور کیپیسیٹینس کو تیزی سے اور مناسب طریقے سے نہیں ملایا جا سکتا، اس لیے کرنٹ غیر مستحکم ہوتا ہے، اس لیے اسے صرف کم وقت میں کم طاقت کے ساتھ فراہم کیا جا سکتا ہے۔ ایک بار جب کرنٹ مستحکم ہو جائے تو اسے مکمل لوڈ ٹرانسمیشن میں تبدیل کر دینا چاہیے۔ پگھلنے کے عمل کے دوران، کیپسیٹر کو مسلسل ایڈجسٹ کیا جانا چاہئے تاکہ برقی آلات کو ہائی پاور فیکٹر کے ساتھ رکھا جاسکے۔ چارج مکمل طور پر پگھل جانے کے بعد، پگھلے ہوئے سٹیل کو ایک خاص حد تک زیادہ گرم کیا جاتا ہے، اور پھر پگھلنے کی ضروریات کے مطابق ان پٹ پاور کو کم کر دیا جاتا ہے۔
مناسب پگھلنے کے وقت کو کنٹرول کیا جانا چاہئے. اگر پگھلنے کا وقت بہت کم ہے، تو یہ وولٹیج اور اہلیت کے انتخاب میں مشکلات پیدا کرے گا۔ اگر یہ بہت لمبا ہے، تو یہ بیکار گرمی کے نقصان میں اضافہ کرے گا. بھٹی کے مواد میں غلط کپڑا یا ضرورت سے زیادہ زنگ “برجنگ” کے رجحان کا سبب بنے گا، جس سے بروقت نمٹا جانا چاہیے۔ “پل” اوپری حصے میں پگھلے ہوئے مواد کو پگھلے ہوئے اسٹیل میں گرنے سے روکتا ہے، یوہوا کو جمود سے روکتا ہے، اور پگھلے ہوئے اسٹیل کے نچلے حصے کو زیادہ گرم کرنے سے فرنس کی استر کو آسانی سے نقصان پہنچ سکتا ہے، اور یہ پگھلے ہوئے اسٹیل کو بڑی مقدار میں جذب کرنے کا سبب بھی بنے گا۔ گیس کی
برقی مقناطیسی ہلچل کی وجہ سے، پگھلے ہوئے اسٹیل کا درمیانی حصہ ابھرتا ہے، اور سلیگ اکثر کروسیبل کے کنارے پر بہتا ہے اور بھٹی کی دیوار سے لگا رہتا ہے۔ لہذا، سلیگ پگھلنے کے عمل کے دوران فرنس کے حالات کے مطابق مسلسل شامل کیا جانا چاہئے.