
- 06
- Oct
Обработка с индукционен нагревател с напречно магнитно поле на аустенитна лента от неръждаема стомана
Напречно магнитно поле обработка с индукционен нагряващ разтвор от аустенитна лента от неръждаема стомана
Когато аустенитната лента от неръждаема стомана се нагрява от надлъжното магнитно поле, това е немагнитен материал, така че ефективността на нагряване е ниска и е трудно бързо да се нагрее до температурата на твърдия разтвор. Тънките ленти имат по -висока електрическа ефективност при нагряване от напречно магнитно поле.
Фигура 9-18 показва сравнението на електрическата ефективност на аустенитната неръждаема стомана (немагнитен материал) при нагряване от напречно магнитно поле и надлъжно магнитно поле. На фигура 9-18 плътната линия е напречното нагряване на магнитното поле, а пунктираната линия е надлъжното нагряване на магнитното поле.
От фигура 9-18 може да се види, че електрическата ефективност на системата е близо до 80%, когато дебелината на 1.0 мм немагнитна стоманена лента се нагрява от 1.0 kHz захранване за индукционно нагряване на напречно магнитно поле; докато когато се използва 450 Hz захранване за надлъжно индуктивно нагряване на магнитно поле, Електрическата ефективност на системата е около 45%, а разликата в електрическата ефективност между двете е 35%.
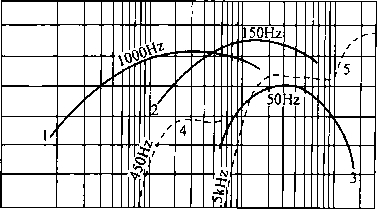
Фигура 9-18 Сравнение на електрическата ефективност, когато напречното магнитно поле и надлъжното магнитно поле индуктивно нагряват немагнитни материали
1 ~ 3 – нагряване на напречно магнитно поле; 4,5 — нагряване на надлъжно магнитно поле
Вижда се, че индукционното нагряване с напречно магнитно поле е подходящо за нагряване на тънки ленти и немагнитни материали. Резултатите от тестовете показват, че най -идеалната дебелина на нагревателната стоманена лента е 0.10 ~ 2.0 мм. Обработката с индукционен нагревател с напречно магнитно поле на аустенитна лента от неръждаема стомана е нов процес с добри перспективи за приложение.