
- 06
- Oct
Priečne magnetické pole indukčné ohrevné riešenie pásu austenitickej nehrdzavejúcej ocele
Priečne magnetické pole ošetrenie indukčným zahrievacím roztokom z austenitického pásu z nehrdzavejúcej ocele
Keď je pás austenitickej nehrdzavejúcej ocele zahrievaný pozdĺžnym magnetickým poľom, je to nemagnetický materiál, takže účinnosť ohrevu je nízka a je ťažké rýchlo sa zahriať na teplotu tuhého roztoku. Tenké prúžky majú pri zahrievaní priečnym magnetickým poľom vyššiu elektrickú účinnosť.
Obrázok 9-18 ukazuje porovnanie elektrickej účinnosti austenitickej nehrdzavejúcej ocele (nemagnetický materiál) pri zahrievaní priečnym magnetickým poľom a pozdĺžnym magnetickým poľom. Na obrázku 9-18 je plná čiara zahrievaním priečneho magnetického poľa a prerušovaná čiara je zahrievaním pozdĺžneho magnetického poľa.
Z obrázku 9-18 je zrejmé, že elektrická účinnosť systému je blízka 80%, keď je hrúbka 1.0 mm nemagnetického oceľového pásu zahrievaná napájacím zdrojom 1.0 kHz pre indukčné zahrievanie priečneho magnetického poľa; zatiaľ čo keď sa na indukčné zahrievanie pozdĺžneho magnetického poľa používa zdroj 450 Hz, elektrická účinnosť systému je asi 45%a rozdiel v elektrickej účinnosti medzi nimi je 35%.
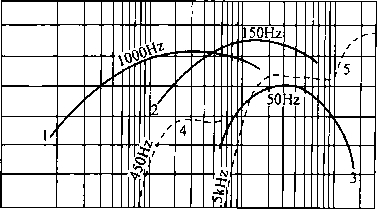
Obrázok 9-18 Porovnanie elektrickej účinnosti, keď priečne magnetické pole a pozdĺžne magnetické pole indukčne zahrievajú nemagnetické materiály
1 ~ 3 – zahrievanie priečneho magnetického poľa; 4,5 – pozdĺžne zahrievanie magnetického poľa
Je zrejmé, že indukčný ohrev s priečnym magnetickým poľom je vhodný na ohrev tenkých pásikov a nemagnetických materiálov. Výsledky testov ukazujú, že najideálnejšia hrúbka pásu vykurovacej ocele je 0.10 ~ 2.0 mm. Ošetrenie roztoku austenitickej nehrdzavejúcej ocele s indukčným ohrevom pomocou priečneho magnetického poľa je nový proces s dobrými perspektívami aplikácie.