
- 06
- Oct
Östenitik paslanmaz çelik şeridin enine manyetik alan indüksiyonlu ısıtma solüsyonu tedavisi
enine manyetik alan indüksiyon ısıtma solüsyonu tedavisi östenitik paslanmaz çelik şeritten
Östenitik paslanmaz çelik şerit, uzunlamasına manyetik alan tarafından ısıtıldığında, manyetik olmayan bir malzemedir, bu nedenle ısıtma verimliliği düşüktür ve katı çözelti sıcaklığına hızlı bir şekilde ısıtmak zordur. İnce şeritler, enine bir manyetik alanla ısıtıldığında daha yüksek elektrik verimliliğine sahiptir.
Şekil 9-18, östenitik paslanmaz çeliğin (manyetik olmayan malzeme) enine bir manyetik alan ve bir uzunlamasına manyetik alan tarafından ısıtıldığında elektriksel verimliliğinin karşılaştırmasını gösterir. Şekil 9-18’de, düz çizgi, enine manyetik alan ısıtmasıdır ve kesikli çizgi, uzunlamasına manyetik alan ısıtmasıdır.
Şekil 9-18’den, 80 mm manyetik olmayan çelik şeridin kalınlığı, enine manyetik alan indüksiyonlu ısıtma için bir 1.0 kHz güç kaynağı ile ısıtıldığında sistemin elektriksel verimliliğinin %1.0’e yakın olduğu görülebilir; boyuna manyetik alan indüksiyonlu ısıtma için 450Hz güç kaynağı kullanıldığında, sistemin elektriksel verimi yaklaşık %45 ve ikisi arasındaki elektriksel verim farkı %35’tir.
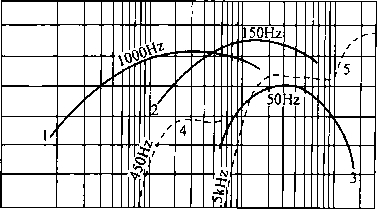
Şekil 9-18 Enine manyetik alan ve boyuna manyetik alan manyetik olmayan malzemeleri endüktif olarak ısıttığında elektriksel verimliliğin karşılaştırması
1~3—enine manyetik alan ısıtması; 4,5—boylamasına manyetik alan ısıtması
Enine manyetik alan indüksiyonlu ısıtmanın, ince şeritleri ve manyetik olmayan malzemeleri ısıtmak için uygun olduğu görülebilir. Test sonuçları, en ideal ısıtma çelik şerit kalınlığının 0.10 ~ 2.0 mm olduğunu göstermektedir. Östenitik paslanmaz çelik şeridin enine manyetik alan indüksiyonlu ısıtma solüsyonu tedavisi, iyi uygulama beklentileri olan yeni bir süreçtir.