
- 06
- Oct
Обробка аустенітною смугою з нержавіючої сталі поперечним магнітним полем
Поперечне магнітне поле обробка індукційним нагрівальним розчином з аустенітної смуги з нержавіючої сталі
Коли аустенітна смужка з нержавіючої сталі нагрівається за рахунок поздовжнього магнітного поля, це немагнітний матеріал, тому ефективність нагрівання низька, і важко швидко нагрітися до температури твердого розчину. Тонкі смужки мають вищу електричну ефективність при нагріванні поперечним магнітним полем.
На малюнку 9-18 показано порівняння електричної ефективності аустенітної нержавіючої сталі (немагнітного матеріалу) при нагріванні поперечним магнітним полем та поздовжнім магнітним полем. На малюнку 9-18 суцільна лінія-це нагрівання поперечного магнітного поля, а пунктирна-поздовжнє нагрівання магнітного поля.
З рисунка 9-18 видно, що електричний коефіцієнт корисної дії системи близький до 80%, коли товщина сталевої немагнітної смуги 1.0 мм нагрівається за допомогою джерела живлення 1.0 кГц для індукційного нагріву поперечного магнітного поля; тоді як при використанні джерела живлення 450 Гц для індукційного нагріву поздовжнього магнітного поля Електричний ККД системи становить близько 45%, а різниця в електричному ККД між ними становить 35%.
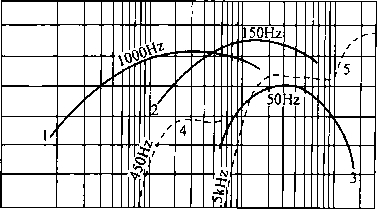
Малюнок 9-18 Порівняння електричної ефективності, коли поперечне магнітне поле та поздовжнє магнітне поле індуктивно нагрівають немагнітні матеріали
1 ~ 3 – нагрівання поперечного магнітного поля; 4,5 — нагрівання поздовжнього магнітного поля
Видно, що індукційний нагрівання поперечного магнітного поля підходить для нагрівання тонких смужок та немагнітних матеріалів. Результати випробувань показують, що найбільш ідеальна товщина нагрівальної сталевої смуги – 0.10 ~ 2.0 мм. Обробка аустенітною смугою з нержавіючої сталі поперечним магнітним полем – це новий процес з хорошими перспективами застосування.