
- 06
- Oct
ಆಸ್ಟೆನಿಟಿಕ್ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಸ್ಟ್ರಿಪ್ನ ಟ್ರಾನ್ಸ್ವರ್ಸ್ ಮ್ಯಾಗ್ನೆಟಿಕ್ ಫೀಲ್ಡ್ ಇಂಡಕ್ಷನ್ ತಾಪನ ಪರಿಹಾರ ಚಿಕಿತ್ಸೆ
ಅಡ್ಡ ಕಾಂತೀಯ ಕ್ಷೇತ್ರ ಇಂಡಕ್ಷನ್ ತಾಪನ ಪರಿಹಾರ ಚಿಕಿತ್ಸೆ ಆಸ್ಟೆನಿಟಿಕ್ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಸ್ಟ್ರಿಪ್
ಆಸ್ಟೆನಿಟಿಕ್ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಸ್ಟ್ರಿಪ್ ಅನ್ನು ಉದ್ದುದ್ದವಾದ ಕಾಂತೀಯ ಕ್ಷೇತ್ರದಿಂದ ಬಿಸಿ ಮಾಡಿದಾಗ, ಅದು ಅಯಸ್ಕಾಂತೀಯವಲ್ಲದ ವಸ್ತುವಾಗಿದೆ, ಆದ್ದರಿಂದ ತಾಪನ ದಕ್ಷತೆಯು ಕಡಿಮೆಯಾಗಿರುತ್ತದೆ ಮತ್ತು ಘನ ದ್ರಾವಣದ ಉಷ್ಣತೆಗೆ ತ್ವರಿತವಾಗಿ ಬಿಸಿ ಮಾಡುವುದು ಕಷ್ಟ. ತೆಳುವಾದ ಪಟ್ಟಿಗಳು ಅಡ್ಡ ವಿದ್ಯುತ್ಕಾಂತೀಯ ಕ್ಷೇತ್ರದಿಂದ ಬಿಸಿಯಾದಾಗ ಹೆಚ್ಚಿನ ವಿದ್ಯುತ್ ದಕ್ಷತೆಯನ್ನು ಹೊಂದಿರುತ್ತವೆ.
ಚಿತ್ರ 9-18 ಅಸ್ಥೆನಿಟಿಕ್ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ (ಕಾಂತೀಯವಲ್ಲದ ವಸ್ತು) ವಿದ್ಯುತ್ ದಕ್ಷತೆಯ ಹೋಲಿಕೆಯನ್ನು ಅಡ್ಡ ಕಾಂತೀಯ ಕ್ಷೇತ್ರ ಮತ್ತು ಉದ್ದುದ್ದವಾದ ಕಾಂತೀಯ ಕ್ಷೇತ್ರದಿಂದ ಬಿಸಿ ಮಾಡಿದಾಗ ತೋರಿಸುತ್ತದೆ. ಚಿತ್ರ 9-18 ರಲ್ಲಿ, ಘನ ರೇಖೆಯು ಅಡ್ಡ ಆಯಸ್ಕಾಂತೀಯ ಕ್ಷೇತ್ರದ ಬಿಸಿ, ಮತ್ತು ಡ್ಯಾಶ್ ಮಾಡಿದ ರೇಖೆಯು ಉದ್ದದ ಕಾಂತೀಯ ಕ್ಷೇತ್ರದ ತಾಪನವಾಗಿದೆ.
9 ಮಿಮೀ ಆಯಸ್ಕಾಂತೀಯವಲ್ಲದ ಉಕ್ಕಿನ ಪಟ್ಟಿಯ ದಪ್ಪವನ್ನು 18 ಕಿಲೋಹರ್ಟ್Hz್ ವಿದ್ಯುತ್ ಪೂರೈಕೆಯಿಂದ ಟ್ರಾನ್ಸ್ವರ್ಸ್ ಮ್ಯಾಗ್ನೆಟಿಕ್ ಫೀಲ್ಡ್ ಇಂಡಕ್ಷನ್ ತಾಪನಕ್ಕೆ ಬಿಸಿ ಮಾಡಿದಾಗ ಸಿಸ್ಟಮ್ನ ವಿದ್ಯುತ್ ದಕ್ಷತೆಯು 80% ಕ್ಕಿಂತ ಹತ್ತಿರದಲ್ಲಿದೆ ಎಂದು ಚಿತ್ರ 1.0-1.0 ರಿಂದ ನೋಡಬಹುದು; ಉದ್ದವಾದ ಮ್ಯಾಗ್ನೆಟಿಕ್ ಫೀಲ್ಡ್ ಇಂಡಕ್ಷನ್ ತಾಪನಕ್ಕಾಗಿ 450Hz ವಿದ್ಯುತ್ ಸರಬರಾಜನ್ನು ಬಳಸಿದಾಗ, ವ್ಯವಸ್ಥೆಯ ವಿದ್ಯುತ್ ದಕ್ಷತೆಯು ಸುಮಾರು 45%, ಮತ್ತು ಎರಡರ ನಡುವಿನ ವಿದ್ಯುತ್ ದಕ್ಷತೆಯ ವ್ಯತ್ಯಾಸವು 35%ಆಗಿದೆ.
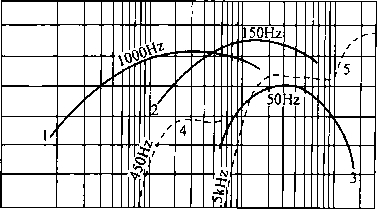
ಚಿತ್ರ 9-18 ಅಡ್ಡಕಾಂತೀಯ ಕಾಂತೀಯ ಕ್ಷೇತ್ರ ಮತ್ತು ಉದ್ದುದ್ದವಾದ ಕಾಂತೀಯ ಕ್ಷೇತ್ರವು ಅಯಸ್ಕಾಂತೇತರ ವಸ್ತುಗಳನ್ನು ಅನುಗಮನದಲ್ಲಿ ಬಿಸಿ ಮಾಡಿದಾಗ ವಿದ್ಯುತ್ ದಕ್ಷತೆಯ ಹೋಲಿಕೆ
1 ~ 3 -ಅಡ್ಡ ಕಾಂತೀಯ ಕ್ಷೇತ್ರದ ಬಿಸಿ; 4,5 – ಉದ್ದುದ್ದವಾದ ಕಾಂತೀಯ ಕ್ಷೇತ್ರದ ಬಿಸಿ
ತೆಳುವಾದ ಪಟ್ಟಿಗಳು ಮತ್ತು ಅಯಸ್ಕಾಂತೇತರ ವಸ್ತುಗಳನ್ನು ಬಿಸಿಮಾಡಲು ಅಡ್ಡ ಕಾಂತಕ್ಷೇತ್ರದ ಇಂಡಕ್ಷನ್ ತಾಪನವು ಸೂಕ್ತವೆಂದು ಕಾಣಬಹುದು. ಪರೀಕ್ಷಾ ಫಲಿತಾಂಶಗಳು ಅತ್ಯಂತ ಸೂಕ್ತವಾದ ತಾಪನ ಉಕ್ಕಿನ ಪಟ್ಟಿಯ ದಪ್ಪವು 0.10 ~ 2.0 ಮಿಮೀ ಎಂದು ತೋರಿಸುತ್ತದೆ. ಆಸ್ಟೆನಿಟಿಕ್ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಸ್ಟ್ರಿಪ್ನ ಟ್ರಾನ್ಸ್ವರ್ಸ್ ಮ್ಯಾಗ್ನೆಟಿಕ್ ಫೀಲ್ಡ್ ಇಂಡಕ್ಷನ್ ತಾಪನ ಪರಿಹಾರ ಚಿಕಿತ್ಸೆ ಉತ್ತಮ ಅಪ್ಲಿಕೇಶನ್ ನಿರೀಕ್ಷೆಗಳೊಂದಿಗೆ ಹೊಸ ಪ್ರಕ್ರಿಯೆಯಾಗಿದೆ.